| MICROSEIKI RP1110. 24台目修理記録 | ||||||||||||
| 同時修理RB-1500. 3台目 RY-1500D. 4台目 2018/10/27到着 11/23完成 | ||||||||||||
A. 修理前の状況
S. 修理前点検測定 B. 原因
C. 修理状況 D. 使用部品
E. 調整・測定 F. 修理費 69,000円。 S.MICROSEIKI RP-1110 の仕様(マニアル・カタログより) |
||||||||||||
| A. 修理前の状況。 画像をクリックすると、大きく(横幅2050ドット)表示されます。 A11. 点検中、 前から見る。 |
||||||||||||
 |
||||||||||||
| A12. 点検中、 前右から見る | ||||||||||||
 |
||||||||||||
| A13. 点検中 後から見る | ||||||||||||
 |
||||||||||||
| A14. 点検中、 後から、電源入り口、吐出口見る。 | ||||||||||||
 |
||||||||||||
| A15. 点検中、 後左から見る | ||||||||||||
 |
||||||||||||
| A16. 点検中、 上から見る | ||||||||||||
 |
||||||||||||
| A17. 点検中、 上から見る、操作パネル。 | ||||||||||||
 |
||||||||||||
| A21. 点検中、 下前左から見る | ||||||||||||
 |
||||||||||||
| A22. 点検中、 下後右から見る | ||||||||||||
 |
||||||||||||
| A23. 点検中、 下後右から見る。 角のシート剥がれ。 | ||||||||||||
 |
||||||||||||
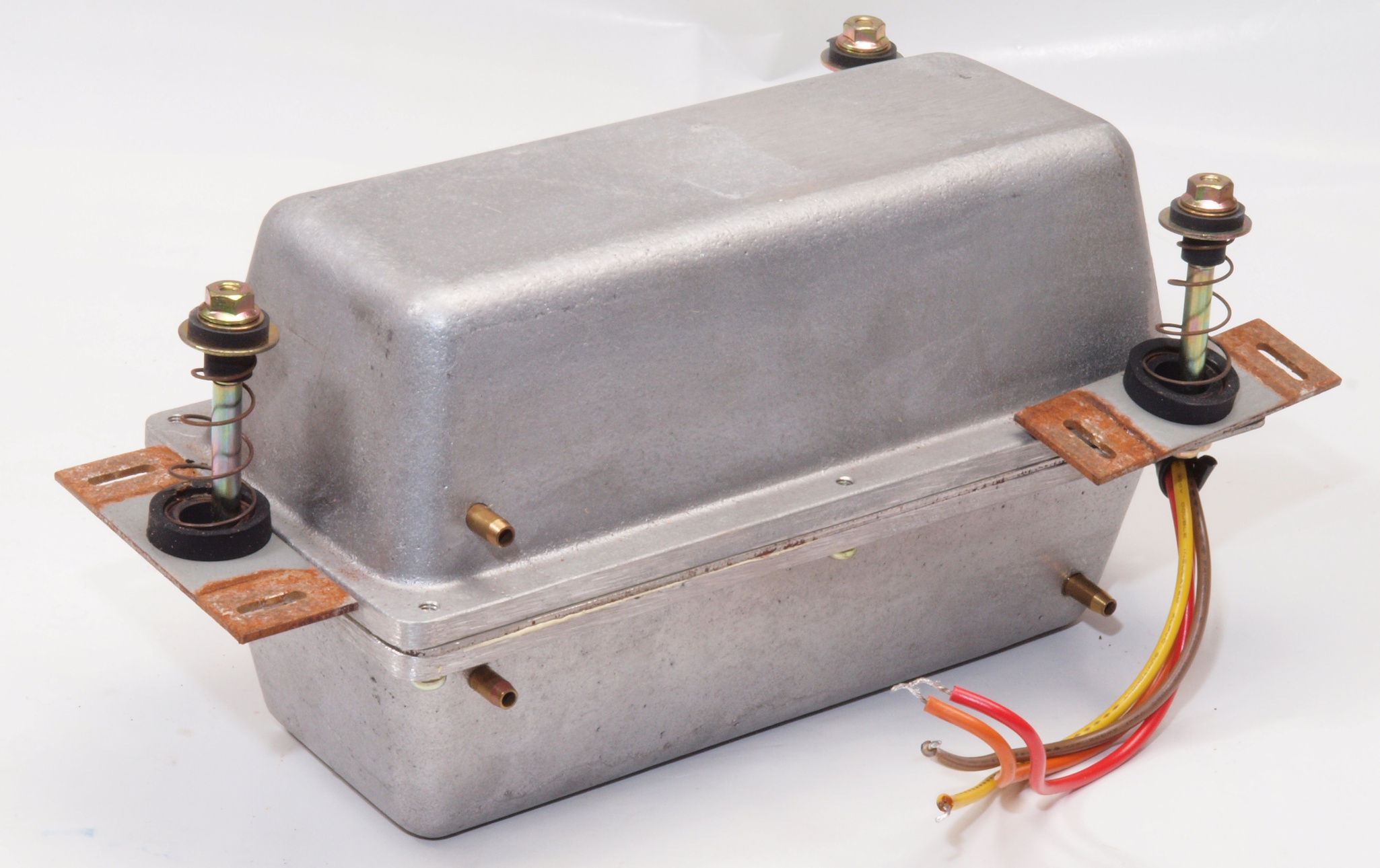
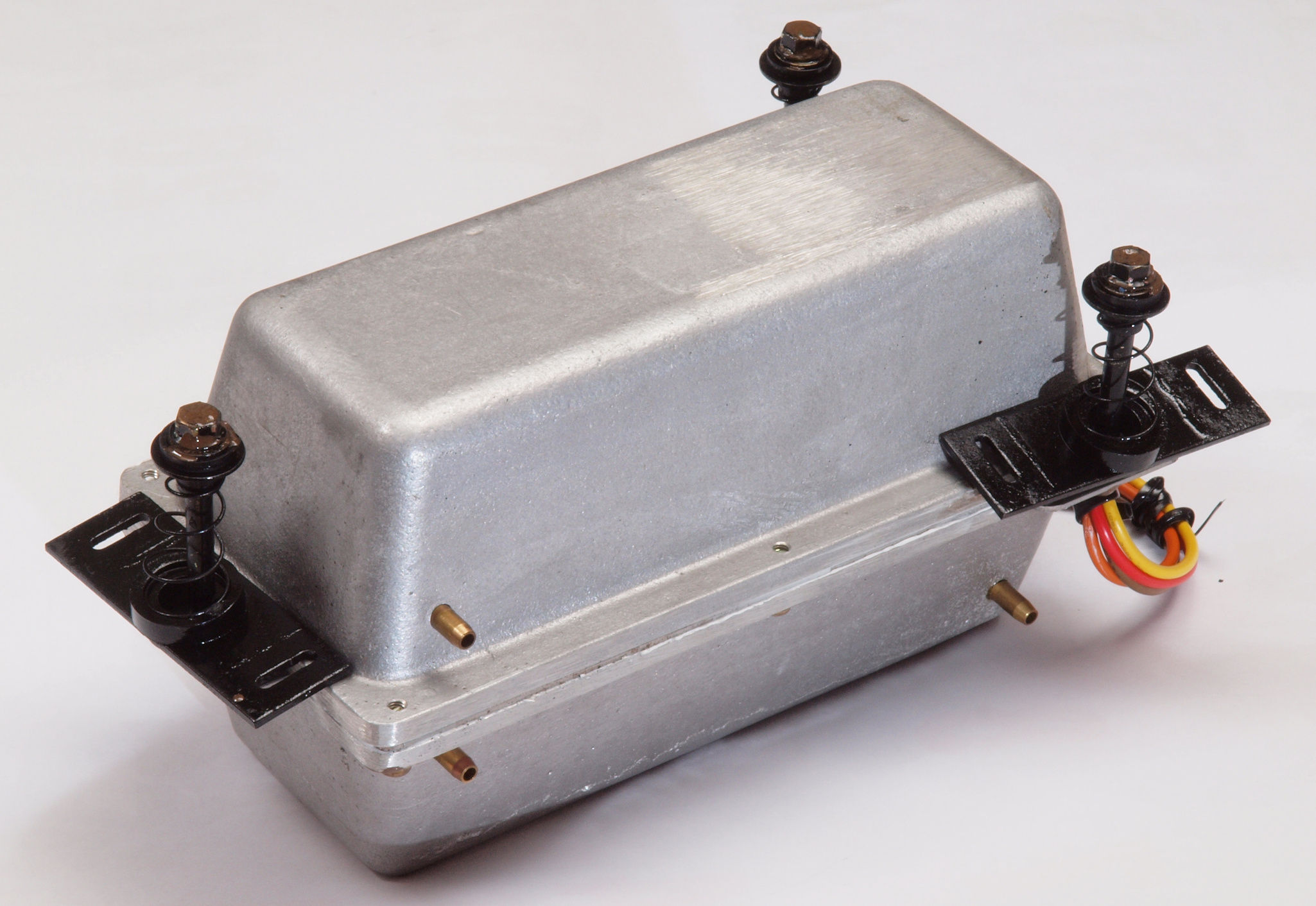
| A31. 点検中、 下から見る。 | ||||||||||||
 |
||||||||||||
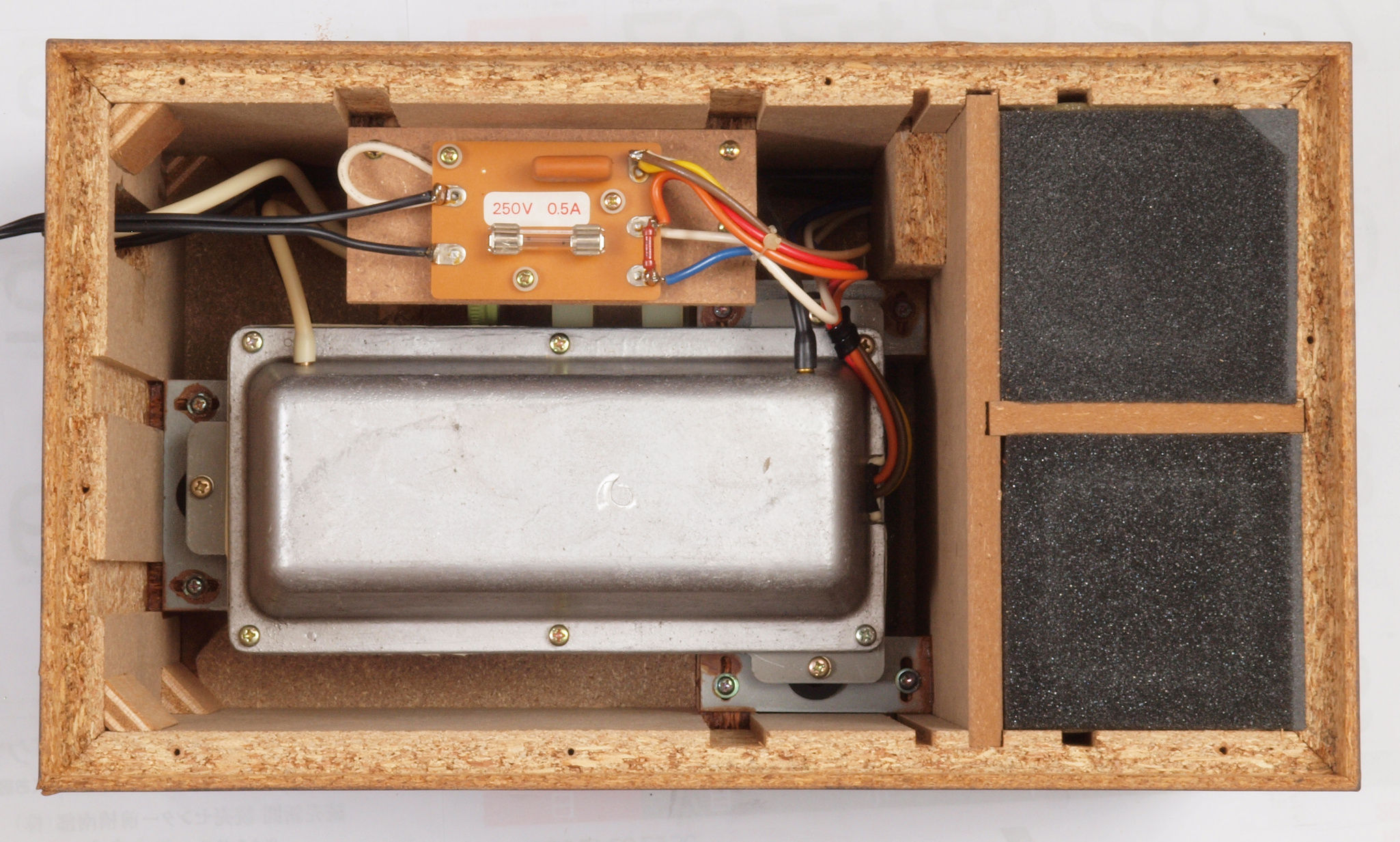
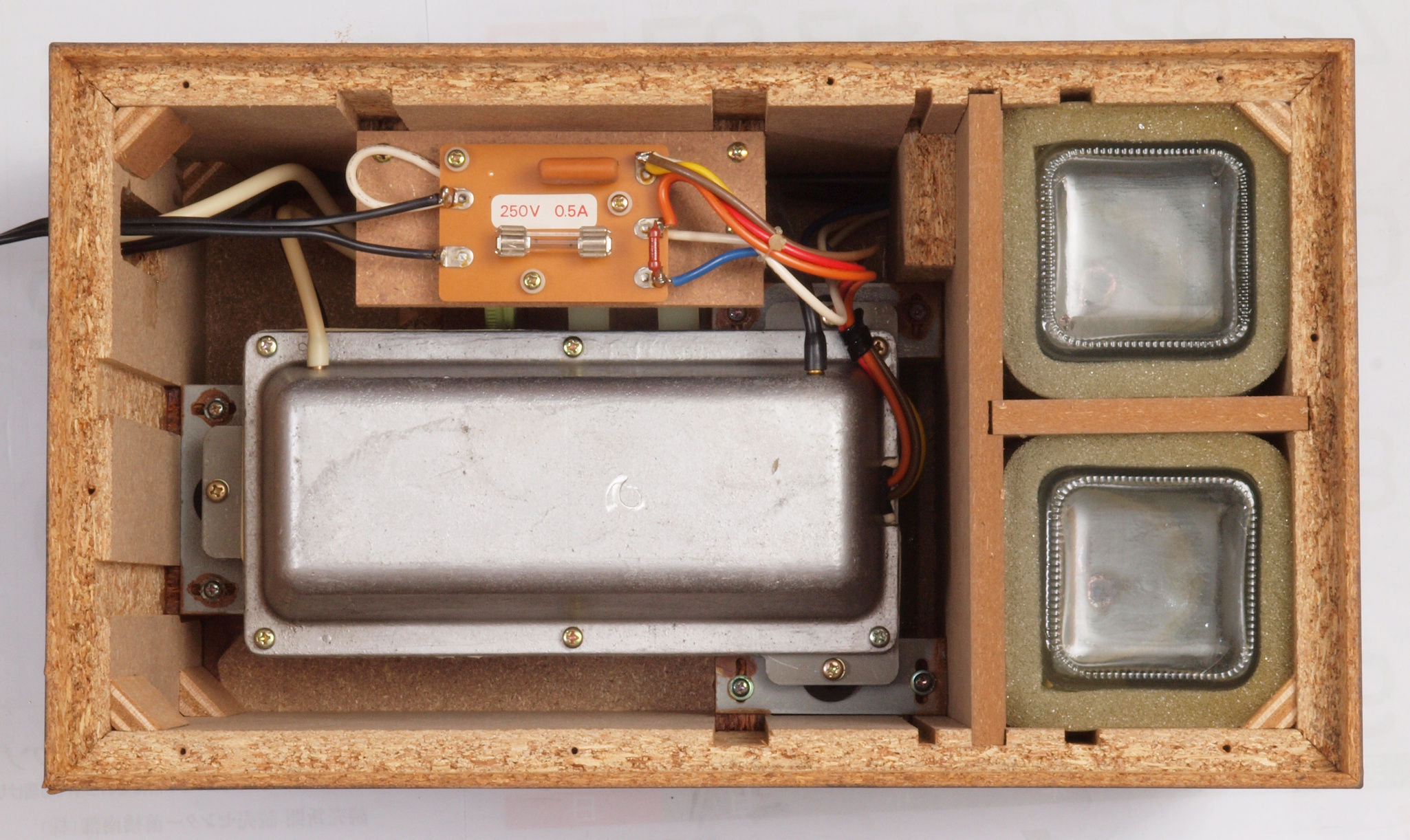
| A32. 点検中、 下蓋を取り、下から見る。 | ||||||||||||
 |
||||||||||||
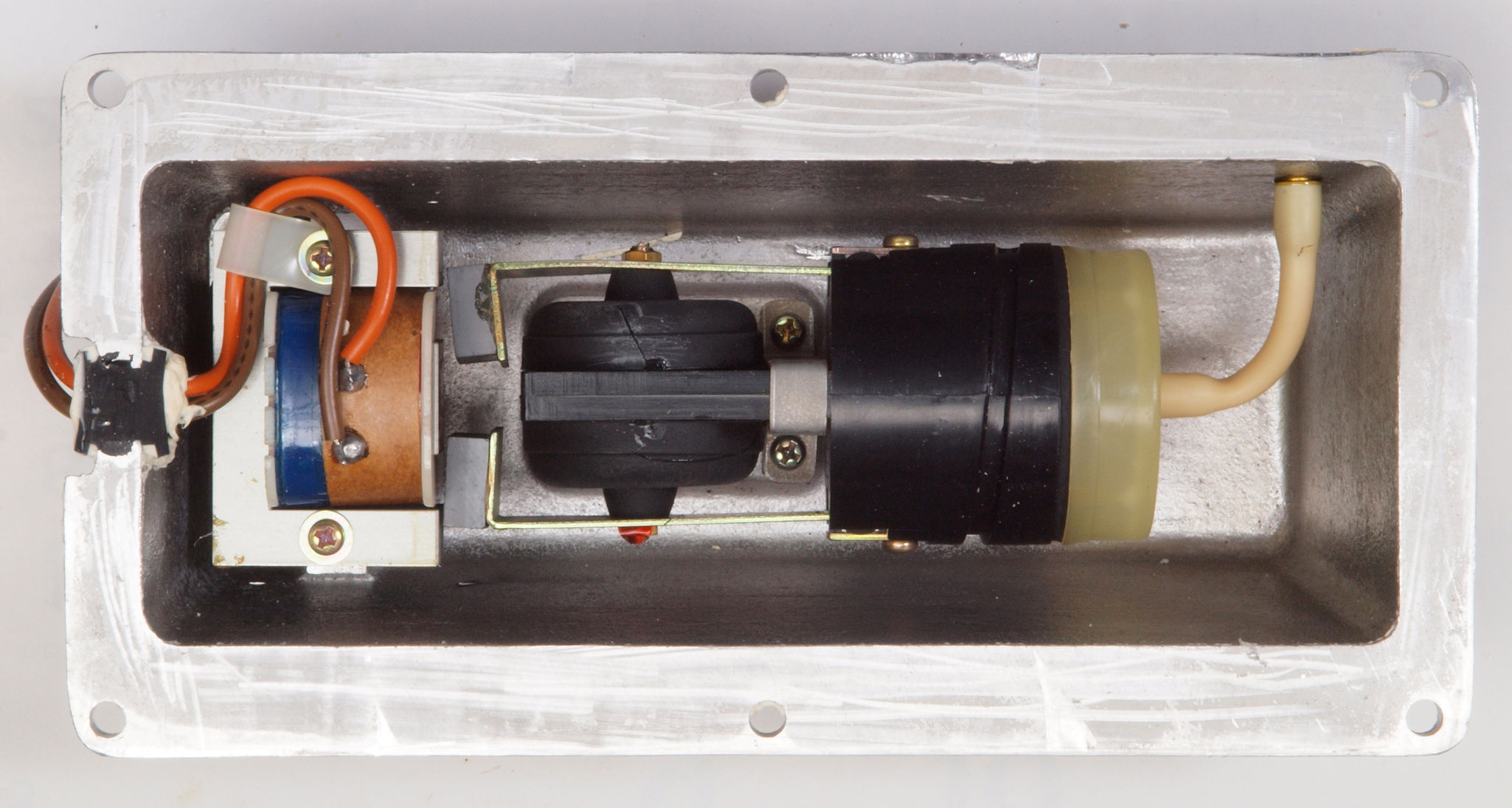
| A33. 点検中、 下蓋を取り、下から見る。スポンジを取る。 | ||||||||||||
 |
||||||||||||
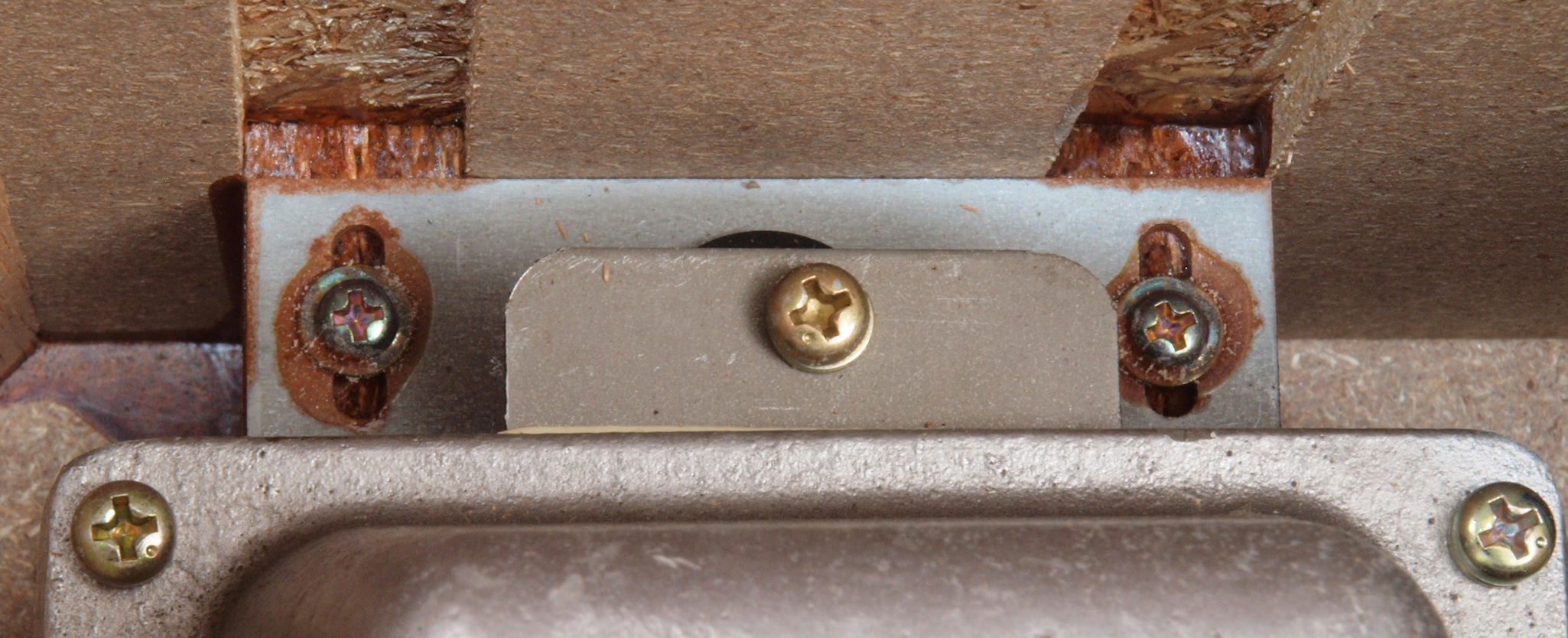
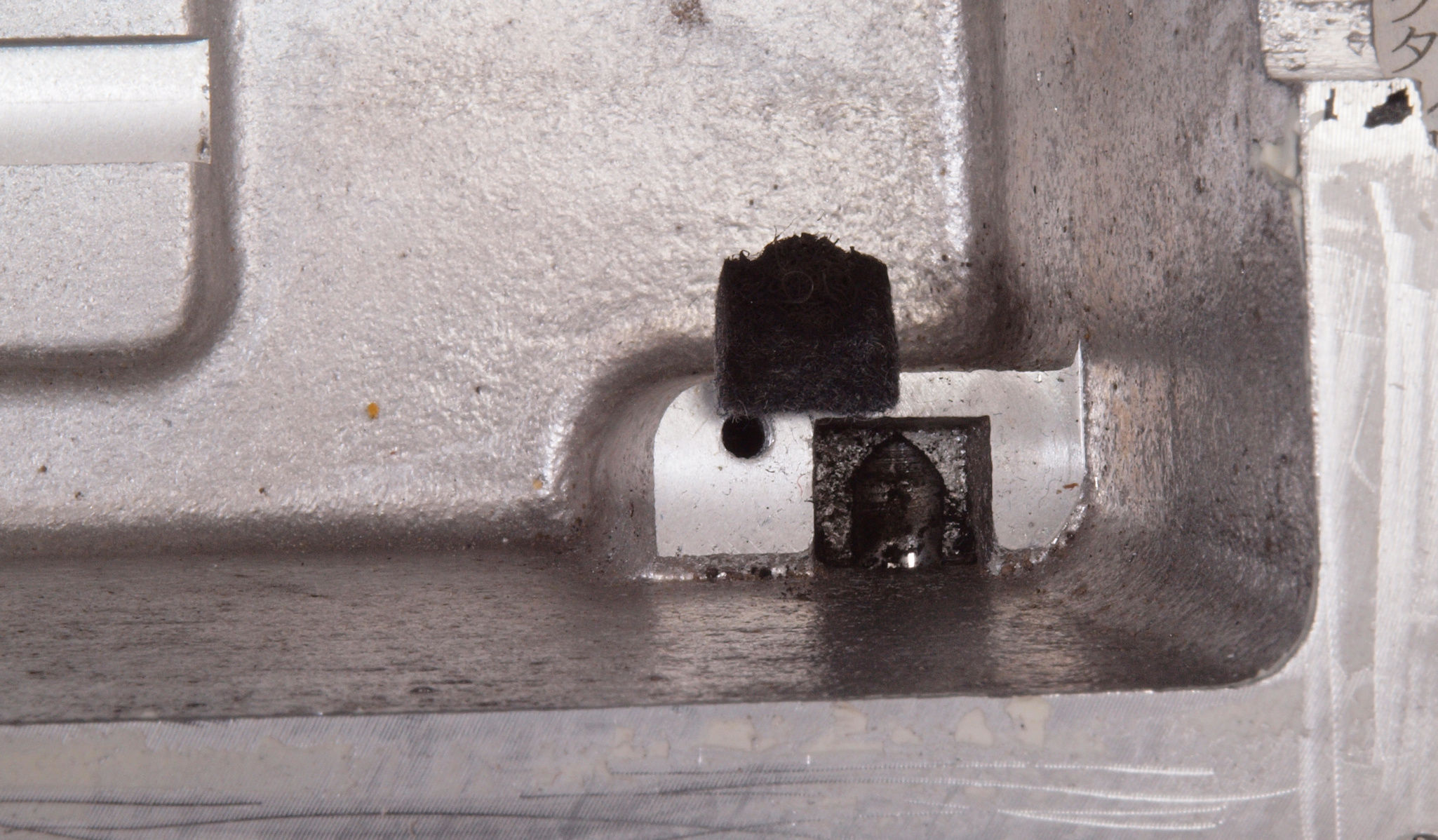
| A34. 点検中、 ポンプ固定ビスは外した様子無。 | ||||||||||||
 |
||||||||||||
| A35. 点検中、 ポンプ固定ビスは外した様子無、その2。 | ||||||||||||
 |
||||||||||||
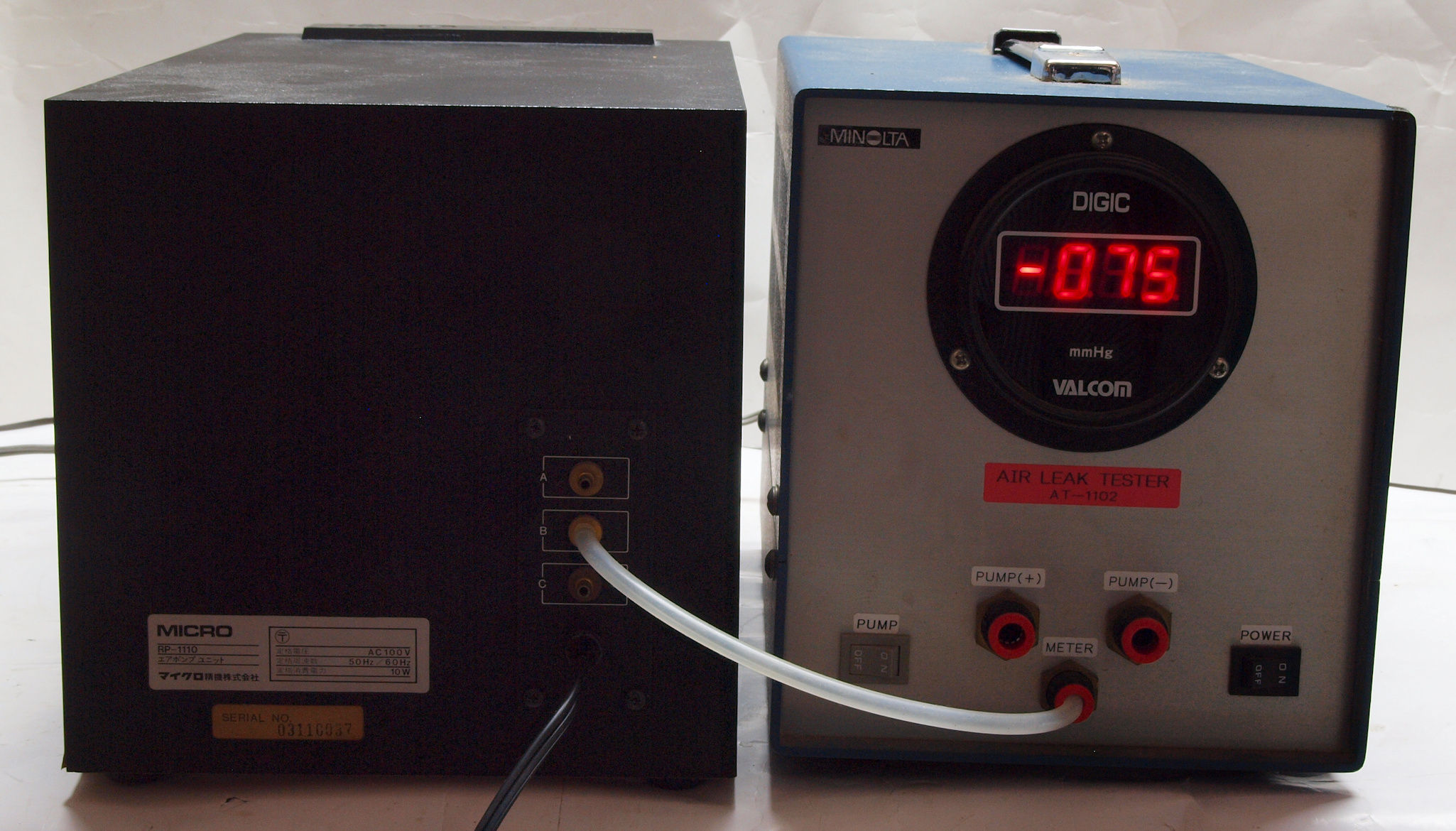
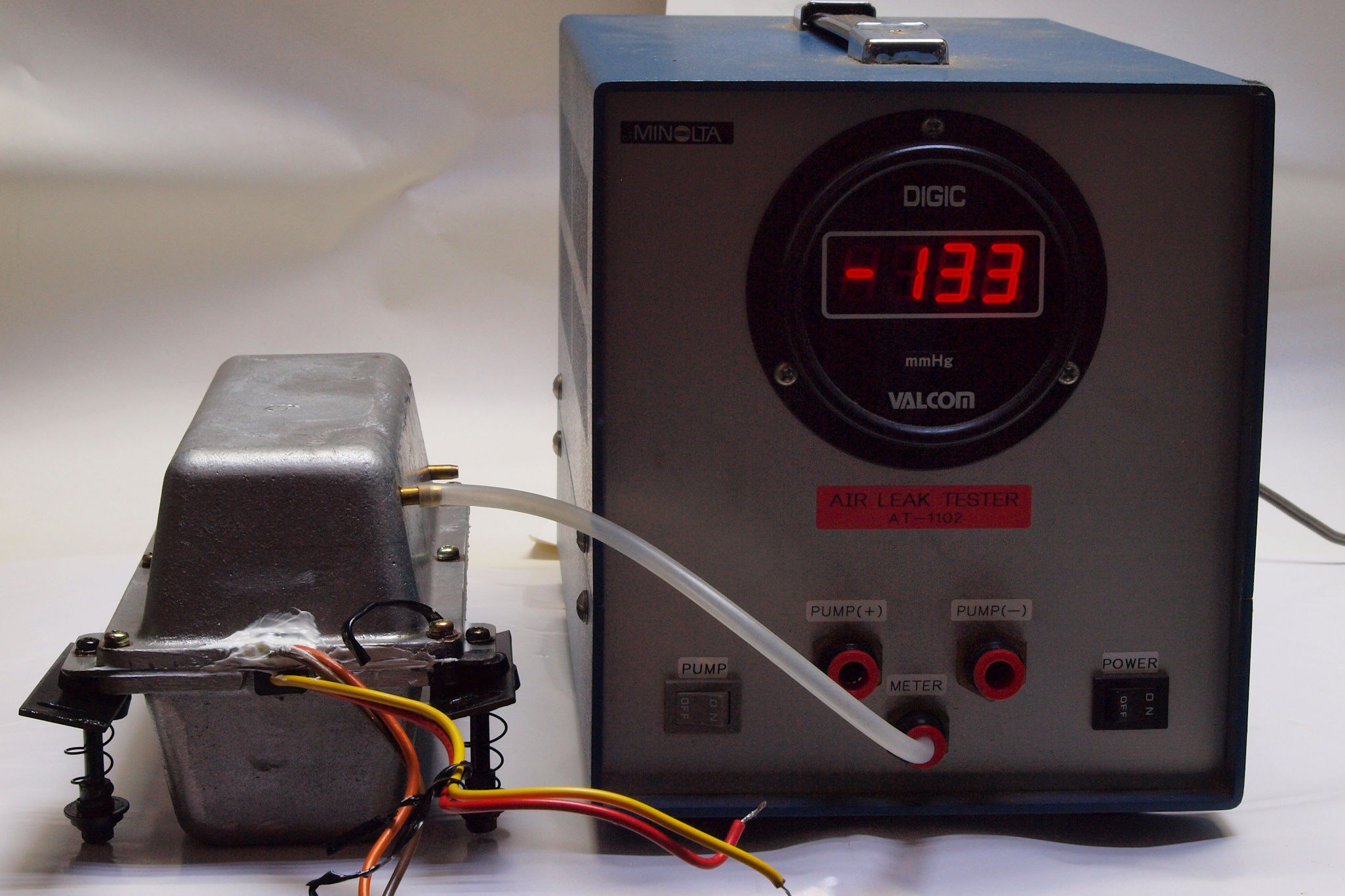
| S. 修理前点検・測定.。 画像をクリックすると、大きく(横幅2050ドット)表示されます。 S1. 測定中 「A=吐き出し」 の圧力測定。 |
||||||||||||
 |
||||||||||||
| S2. 測定中 「B=吸い込」 の圧力測定。 | ||||||||||||
 |
||||||||||||
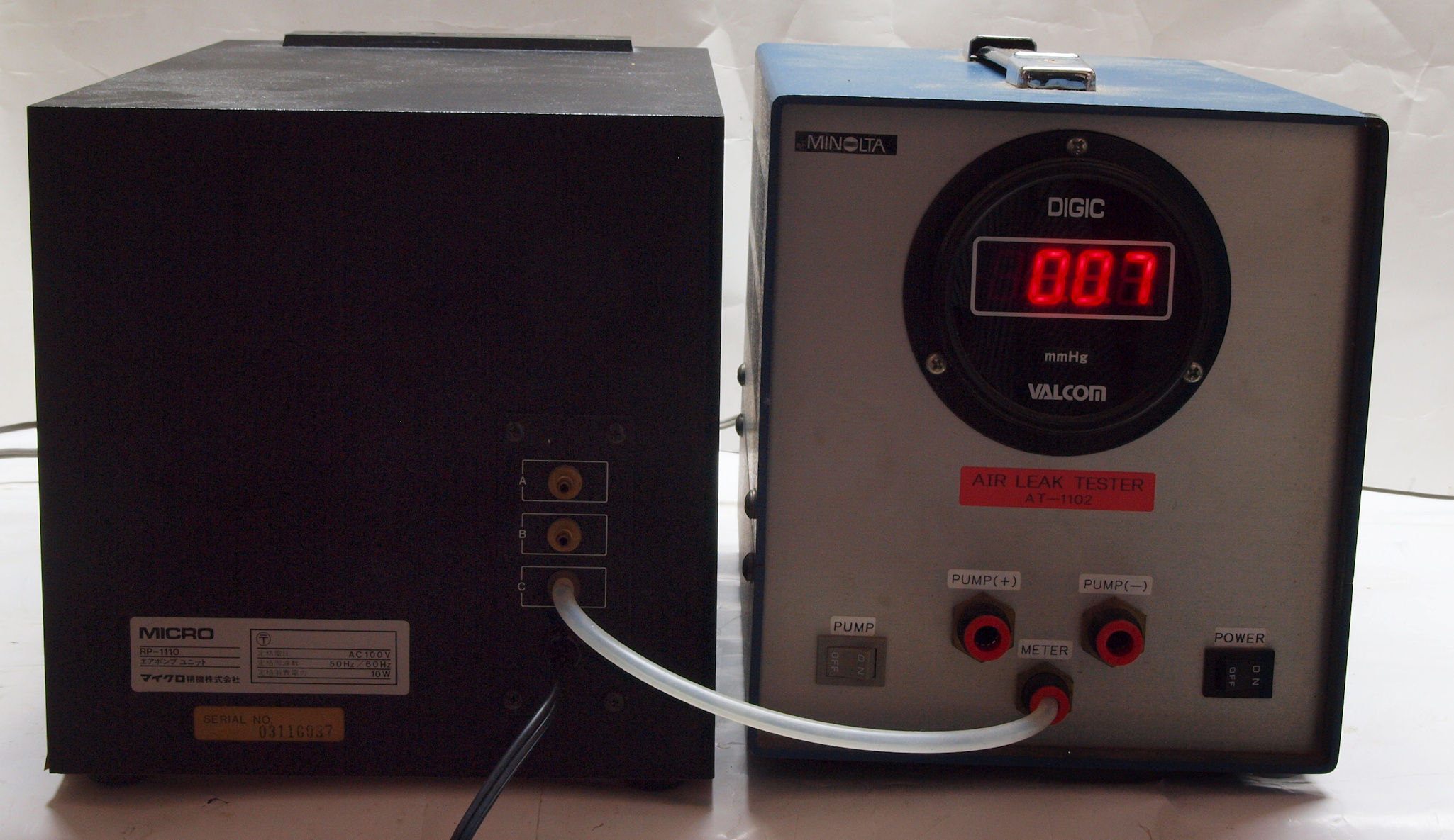
| S3. 測定中 「C=チャンバー入力のみ」 。 | ||||||||||||
 |
||||||||||||
| C. 修理状況。 画像をクリックすると、大きく(横幅2050ドット)表示されます。 C11. 修理前 ポンプ取り出し。 |
||||||||||||
 |
||||||||||||
| C12. 修理後 ポンプ。 | ||||||||||||
 |
||||||||||||
| C13. 修理前 ポンプ取り出し。 | ||||||||||||
 |
||||||||||||
| C14. 修理後 ポンプ。 | ||||||||||||
 |
||||||||||||
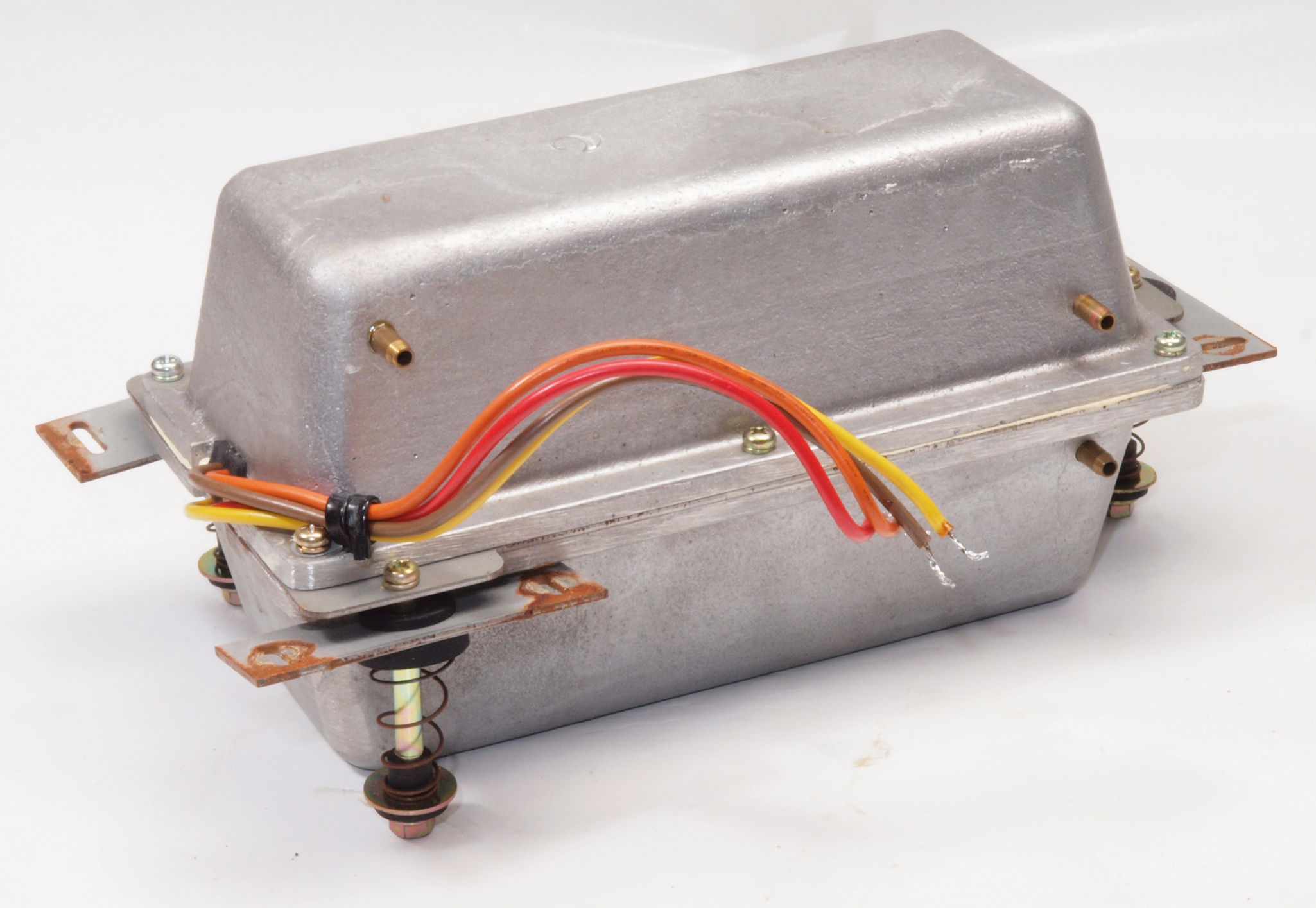
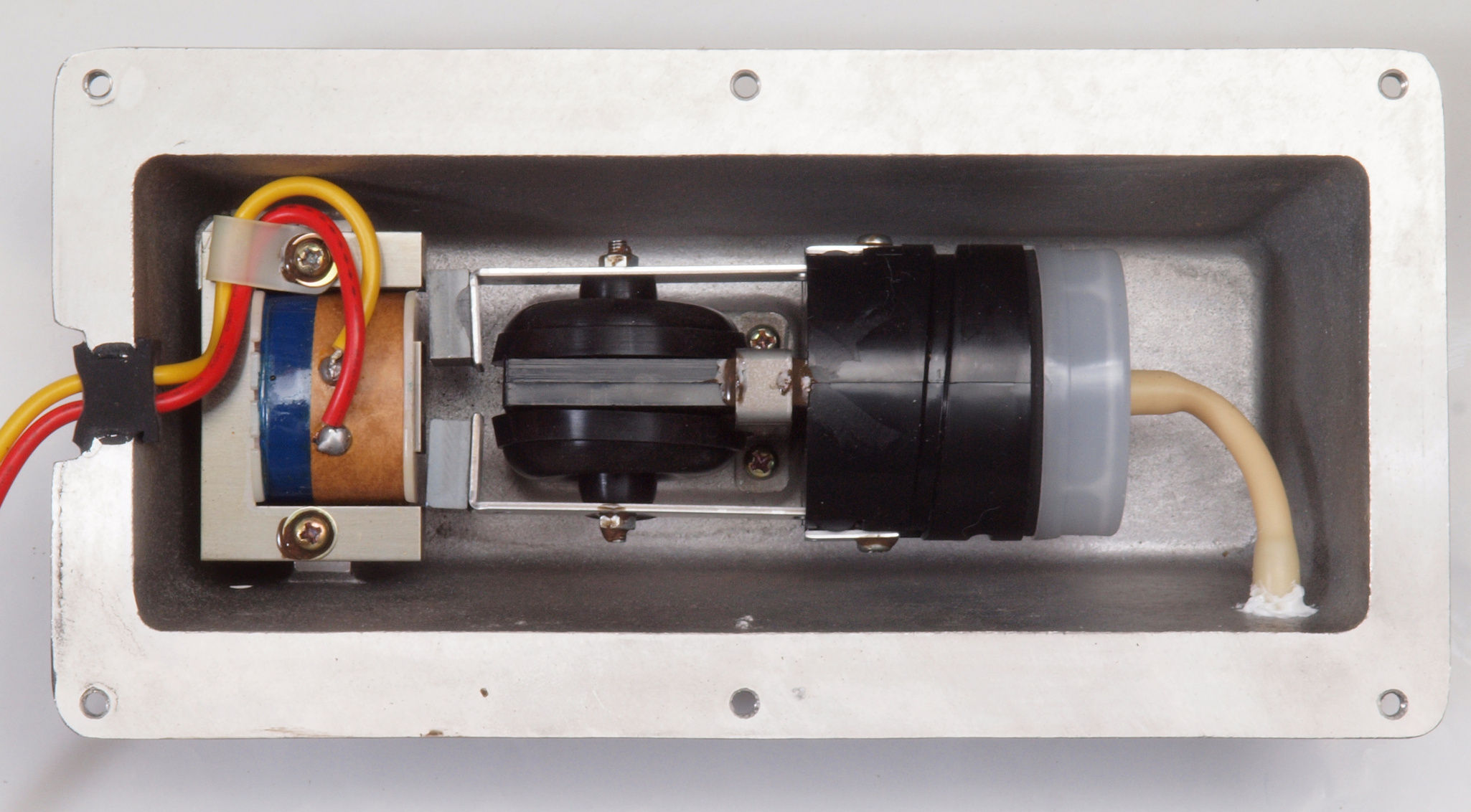
| C21. 修理前 「A=吐き出し用ポンプ」 | ||||||||||||
 |
||||||||||||
| C22. 修理前 「A=吐き出し用ポンプ」、 吸い込み口のフイルター。 | ||||||||||||
 |
||||||||||||
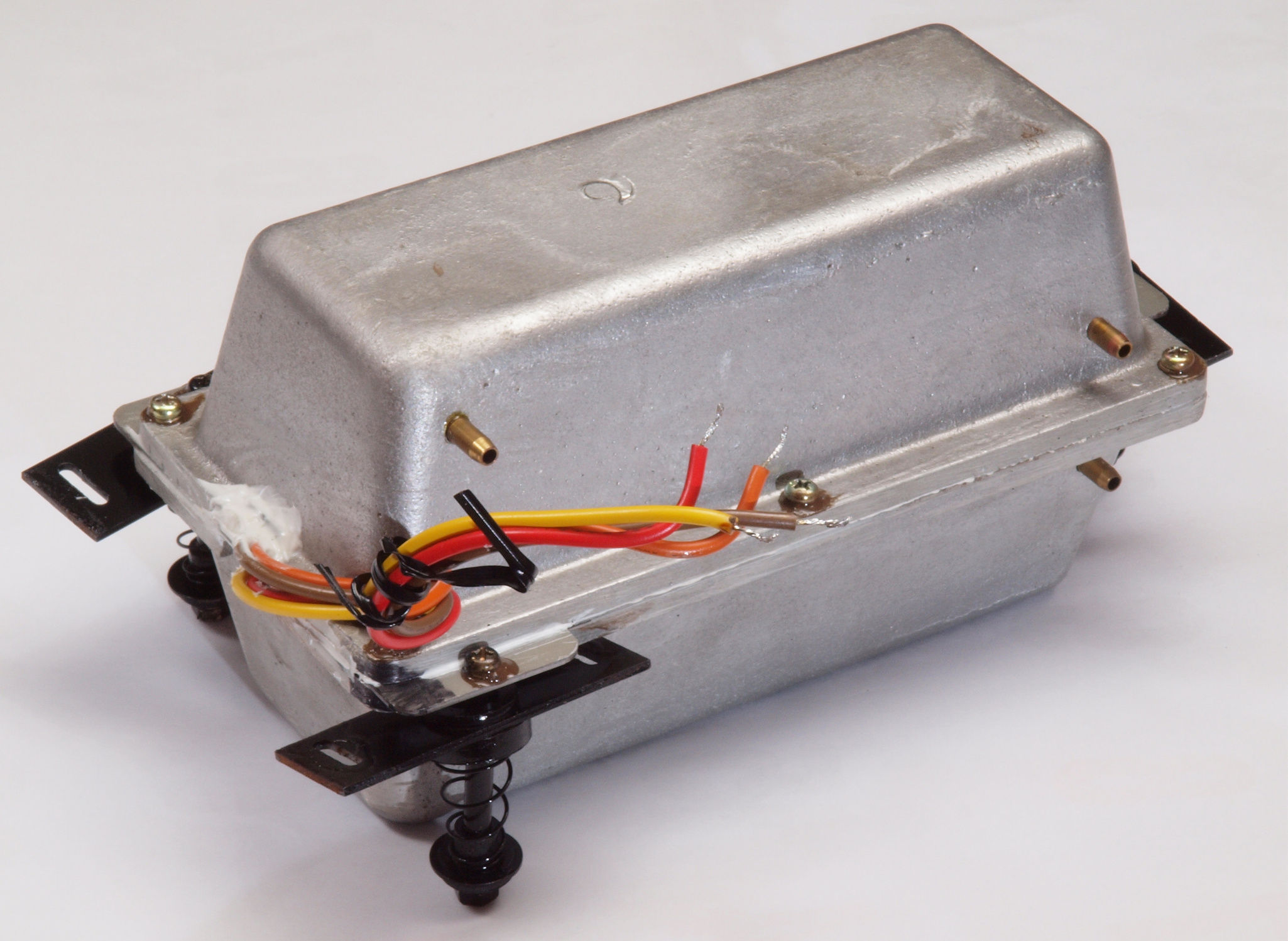
| C23. 修理(交換)後 「A=吐き出し用ポンプ」、 吸い込み口のフイルター。 | ||||||||||||
 |
||||||||||||
| C24. 修理(交換)後 「A=吐き出し用ポンプ」 ユニット | ||||||||||||
 |
||||||||||||
| C25. 修理(交換)後圧力測定中の 「A=吐き出し用ポンプ」 | ||||||||||||
 |
||||||||||||
| C31. 修理前 「B.C=吐き出し・吸い込みポンプ」 | ||||||||||||
 |
||||||||||||
| C32. 修理前 「B.C=吐き出し用ポンプ」、 吸い込み口のフイルター。 | ||||||||||||
 |
||||||||||||
| C33. 修理(交換)後 「B.C=吐き出し用ポンプ」、 吸い込み口のフイルター。 | ||||||||||||
 |
||||||||||||
| C34. 修理(交換)後 「B.C=吐き出し・吸い込みポンプ」 ユニット | ||||||||||||
 |
||||||||||||
| C35. 修理(交換)後圧力測定中の 「C=吐き出し」 | ||||||||||||
 |
||||||||||||
| C36. 修理(交換)後圧力測定中の 「B=吸い込み」 | ||||||||||||
 |
||||||||||||
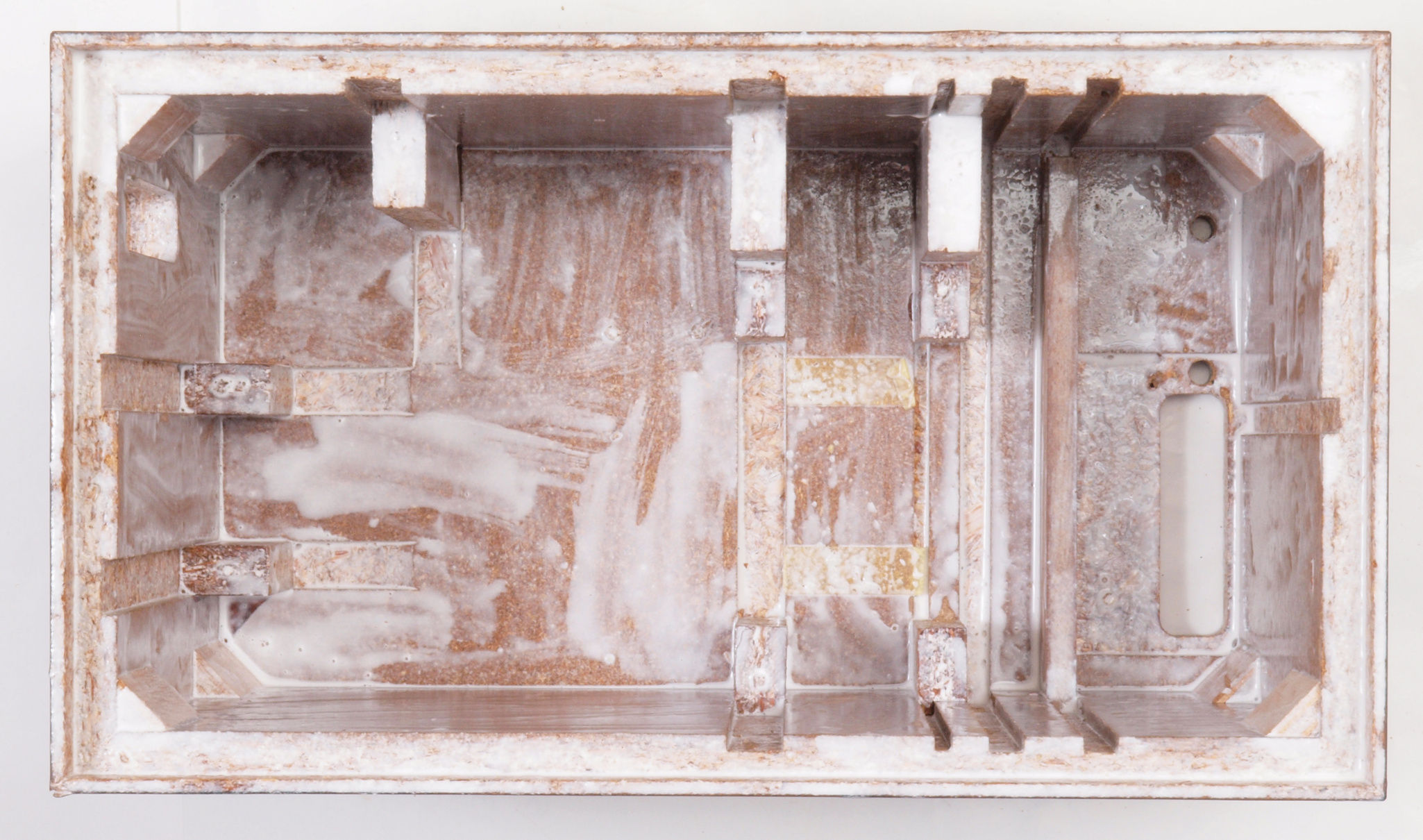
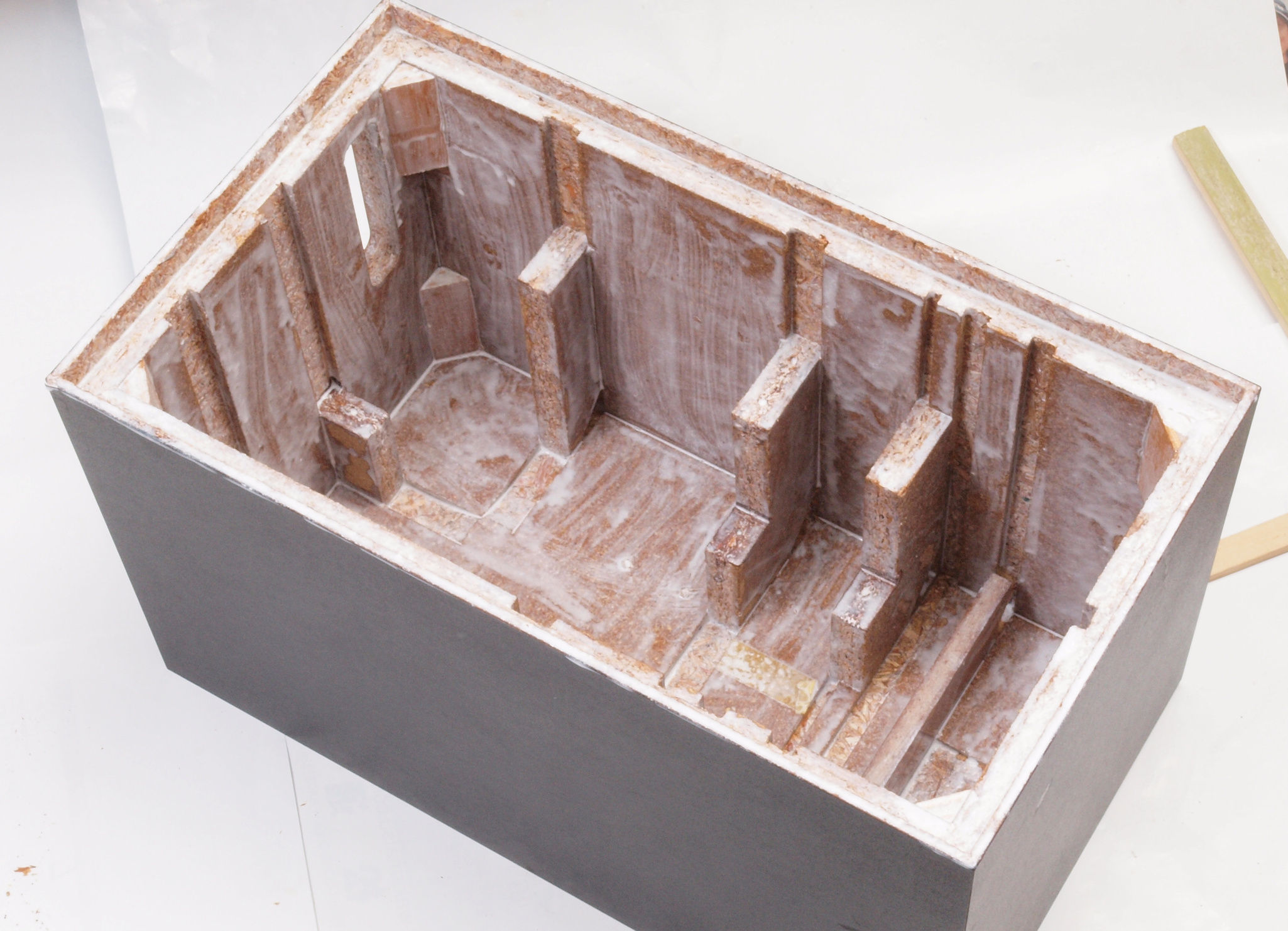
| C41. 修理前 圧縮材の接着材が劣化した木箱。 | ||||||||||||
 |
||||||||||||
| C42. 修理中 圧縮板にボンドを塗って固めている。 | ||||||||||||
 |
||||||||||||
| C43. 修理中 圧縮板に2回目ボンドを塗って固めている。力の掛かる所は入念に塗る。 | ||||||||||||
 |
||||||||||||
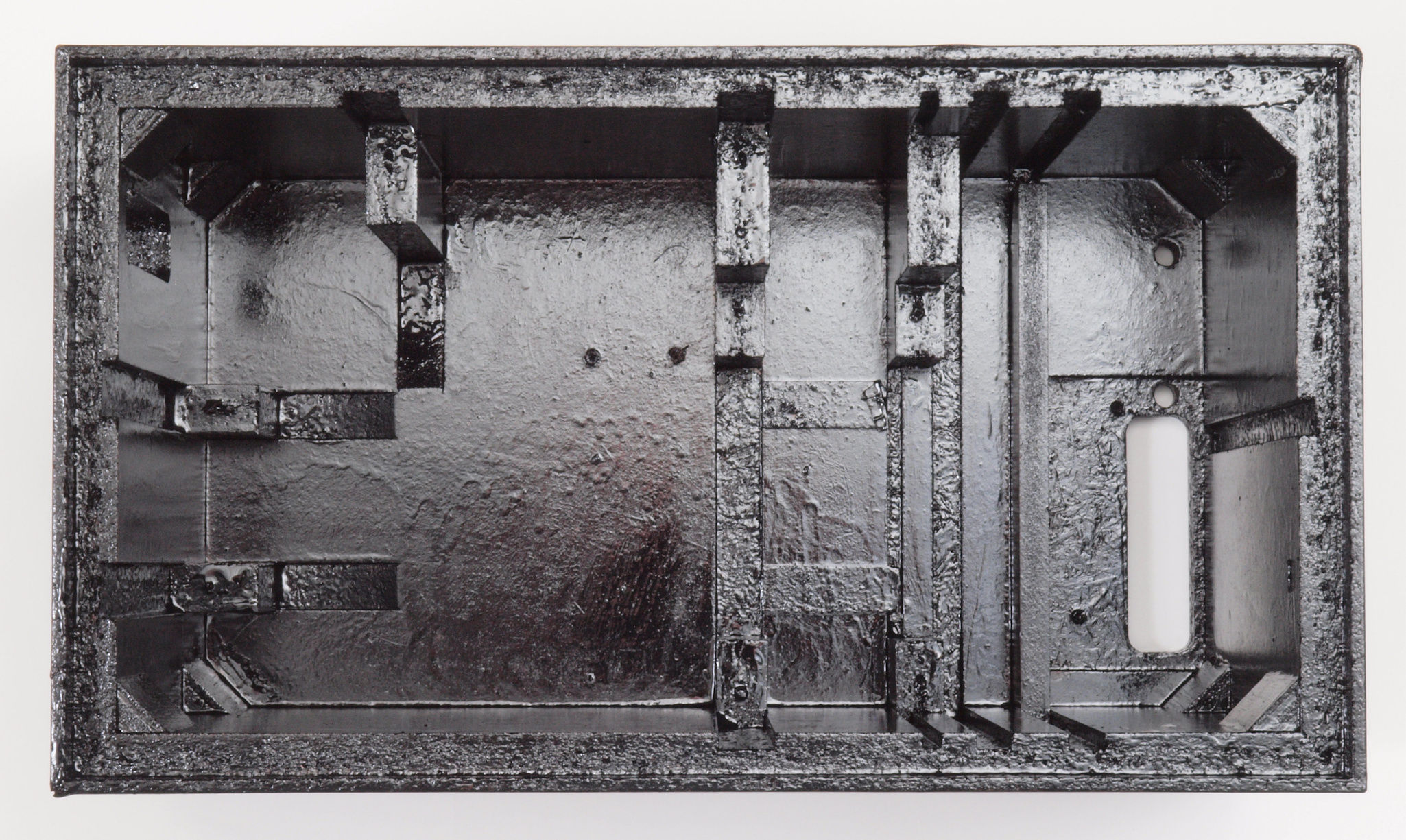
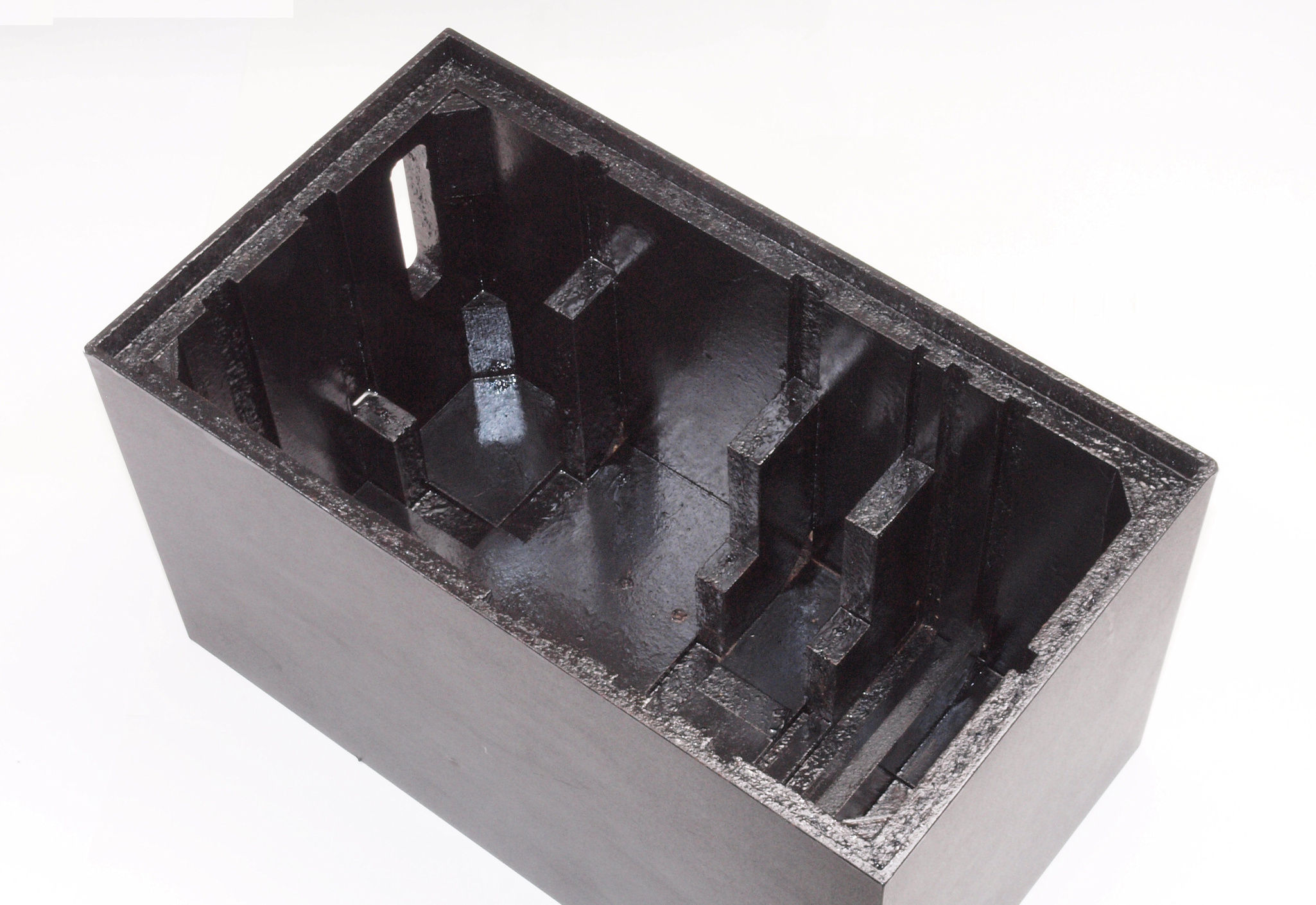
| C44. 修理後 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C45. 修理前 接着材が劣化した木箱、下前右から見る。 | ||||||||||||
 |
||||||||||||
| C46. 修理中 接着材が劣化した木箱、下前右から見る。圧縮板にボンドを塗って固めている。 | ||||||||||||
 |
||||||||||||
| C47. 修理後 接着材が劣化した木箱、下前右から見る。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C48. 修理前 接着材が劣化した木箱、下後左から見る。 | ||||||||||||
 |
||||||||||||
| C49. 修理中 接着材が劣化した木箱、下後左から見る。圧縮板にボンドを塗って固めている。 | ||||||||||||
 |
||||||||||||
| C4A. 修理後 接着材が劣化した木箱、下後左から見る。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
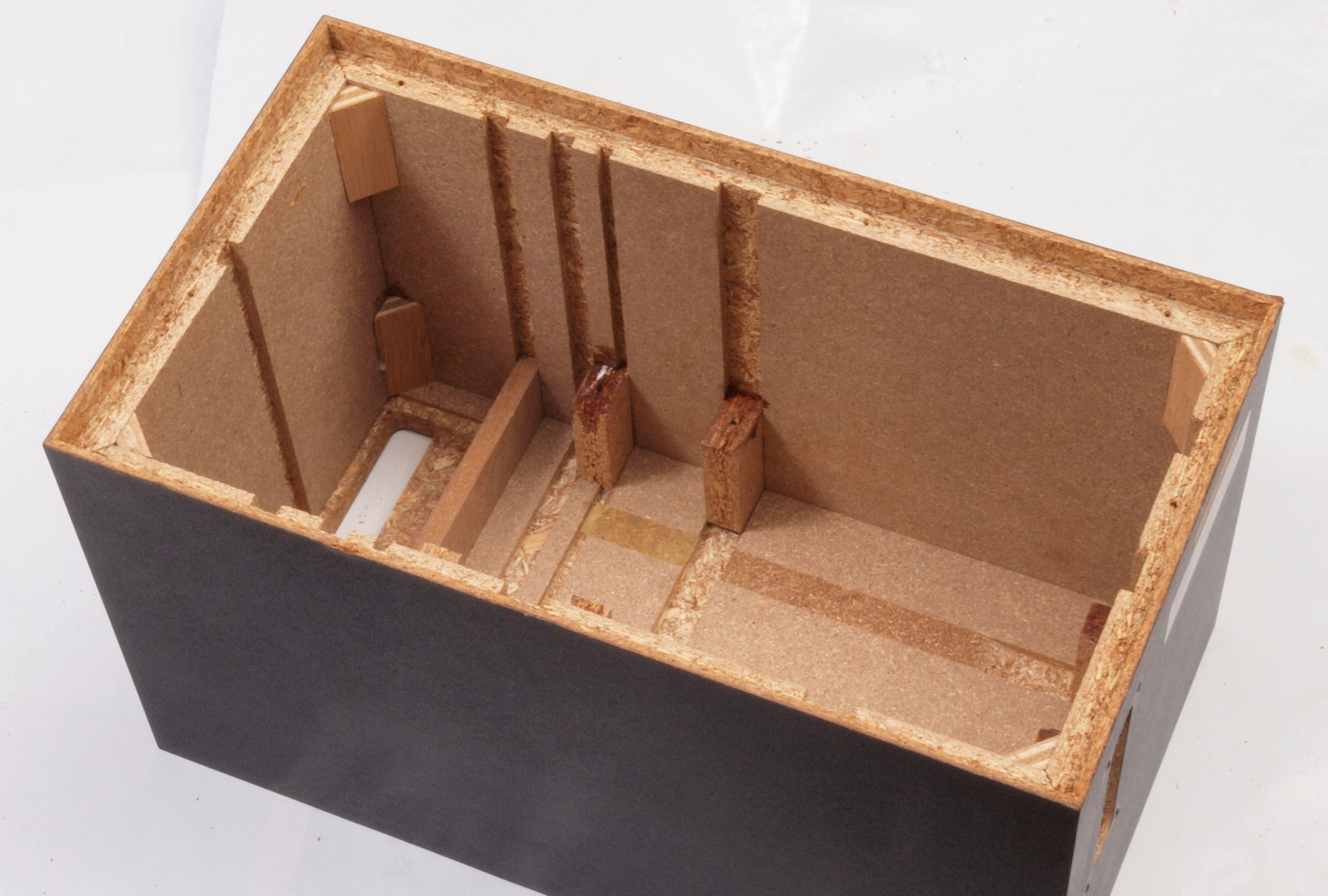
| C4B. 修理中 止めビスで割れたポンプ固定圧縮材。 | ||||||||||||
 |
||||||||||||
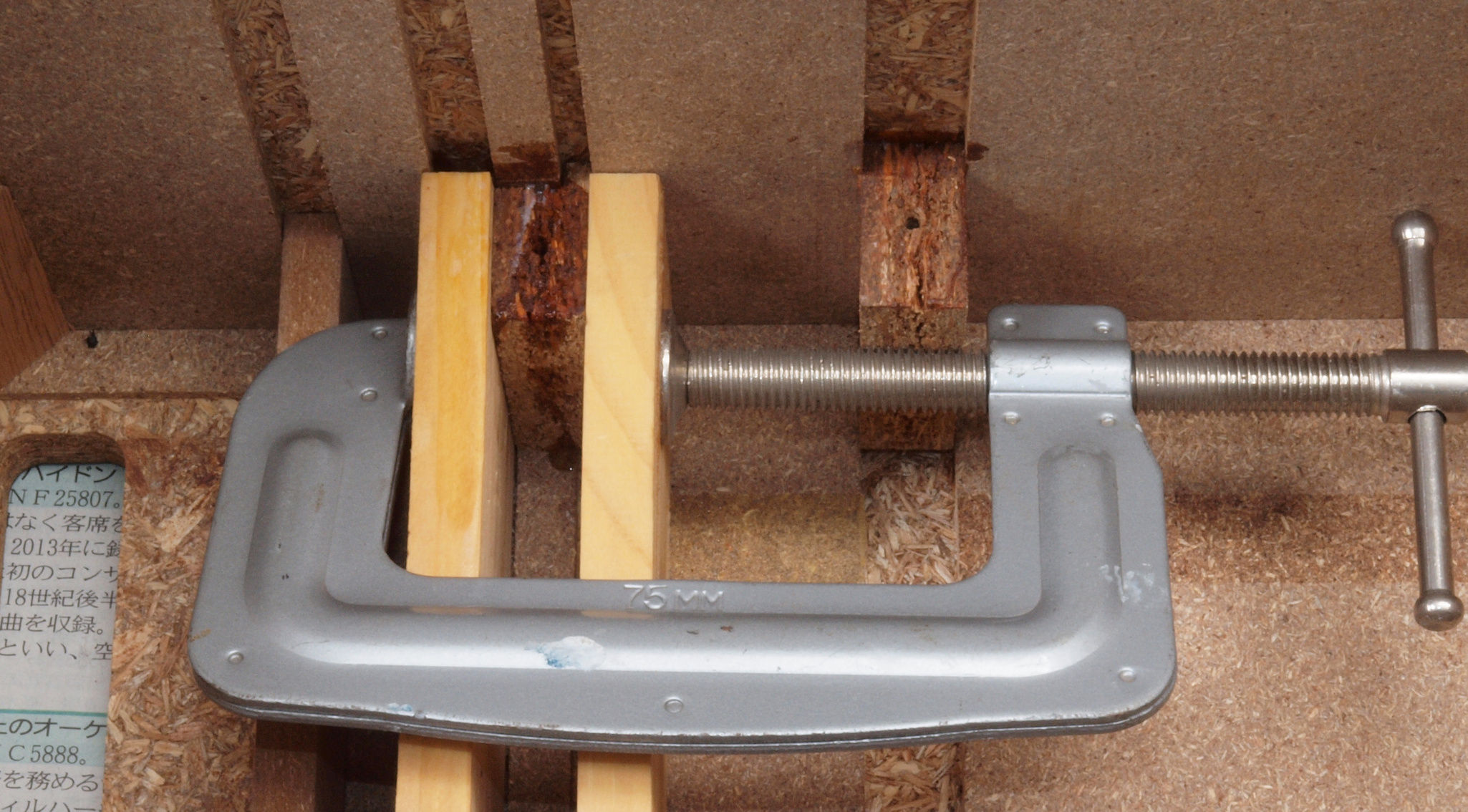
| C4C. 修理中 止めビスで割れたポンプ固定圧縮材。接着剤を流し込み、シャコマンで固定する。 | ||||||||||||
 |
||||||||||||
| C4D. 修理中 止めビスで割れたポンプ固定圧縮材その2。 | ||||||||||||
 |
||||||||||||
| C4E. 修理中 止めビスで割れたポンプ固定圧縮材その2。接着剤を流し込み、紙挟みで固定する。 | ||||||||||||
 |
||||||||||||
| C4F. 修理前 「操作パネル」取り付穴 | ||||||||||||
 |
||||||||||||
| C4G. 修理中 「操作パネル」取り付穴、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C4H. 修理後 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C4I. 修理前 「電源入り口、吐出口取り付け板」 の穴 | ||||||||||||
 |
||||||||||||
| C4J. 修理中 「電源入り口、吐出口取り付け板」 の穴、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C4K. 修理後 「電源入り口、吐出口取り付け板」 の穴、さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C51. 修理中 フューズ取付圧縮板表。 | ||||||||||||
 |
||||||||||||
| C52. 修理中 フューズ取付圧縮板表。 圧縮板にボンドを塗って固めている、フューズ取付圧縮板表。 | ||||||||||||
 |
||||||||||||
| C53. 修理後 フューズ取付圧縮板表。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C54. 修理前 フューズ取付け圧縮板右横側 | ||||||||||||
 |
||||||||||||
| C55. 修理中 フューズ取付け圧縮板右横側、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C56. 修理(塗装)後 フューズ取付け圧縮板右横側。 | ||||||||||||
 |
||||||||||||
| C57. 修理前 フューズ取付け圧縮板左横側 | ||||||||||||
 |
||||||||||||
| C58. 修理中 フューズ取付け圧縮板左横側、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C59. 修理(塗装)後 フューズ取付け圧縮板左横側。 | ||||||||||||
 |
||||||||||||
| C61. 修理前 チャンバー仕切圧縮板。 | ||||||||||||
 |
||||||||||||
| C62. 修理中 チャンバー仕切圧縮板。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C63. 修理中 チャンバー仕切圧縮板。ボンドを塗って固める。溝や端端は入念に塗る。 | ||||||||||||
 |
||||||||||||
| C64. 修理後 チャンバー仕切圧縮板。さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C65. 修理前 チャンバー仕切圧縮板裏。 | ||||||||||||
 |
||||||||||||
| C66. 修理中 チャンバー仕切圧縮板裏。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C67. 修理後 チャンバー仕切圧縮板裏。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C68. 修理中 チャンバー仕切圧縮板裏反対側。 | ||||||||||||
 |
||||||||||||
| C69. 修理中 チャンバー仕切圧縮板裏反対側。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C6A. 修理後 チャンバー仕切圧縮板裏反対側。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C71. 修理前 チャンバー仕切圧縮板2。 | ||||||||||||
 |
||||||||||||
| C72. 修理中 チャンバー仕切圧縮板2。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C73. 修理中 チャンバー仕切圧縮板2。ボンドを塗って固める。溝や端端は入念に塗る。 | ||||||||||||
 |
||||||||||||
| C74. 修理後 チャンバー仕切圧縮板2。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C75. 修理前 チャンバー仕切圧縮板2裏。 | ||||||||||||
 |
||||||||||||
| C76. 修理中 チャンバー仕切圧縮板2裏。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C77. 修理後 チャンバー仕切圧縮板2裏。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
| C78. 修理中 チャンバー仕切圧縮板2裏反対側。 | ||||||||||||
 |
||||||||||||
| C79. 修理中 チャンバー仕切圧縮板2裏反対側。ボンドを塗って固める。 | ||||||||||||
 |
||||||||||||
| C7A. 修理後 チャンバー仕切圧縮板2裏反対側。 さらに、塗装する。 | ||||||||||||
 |
||||||||||||
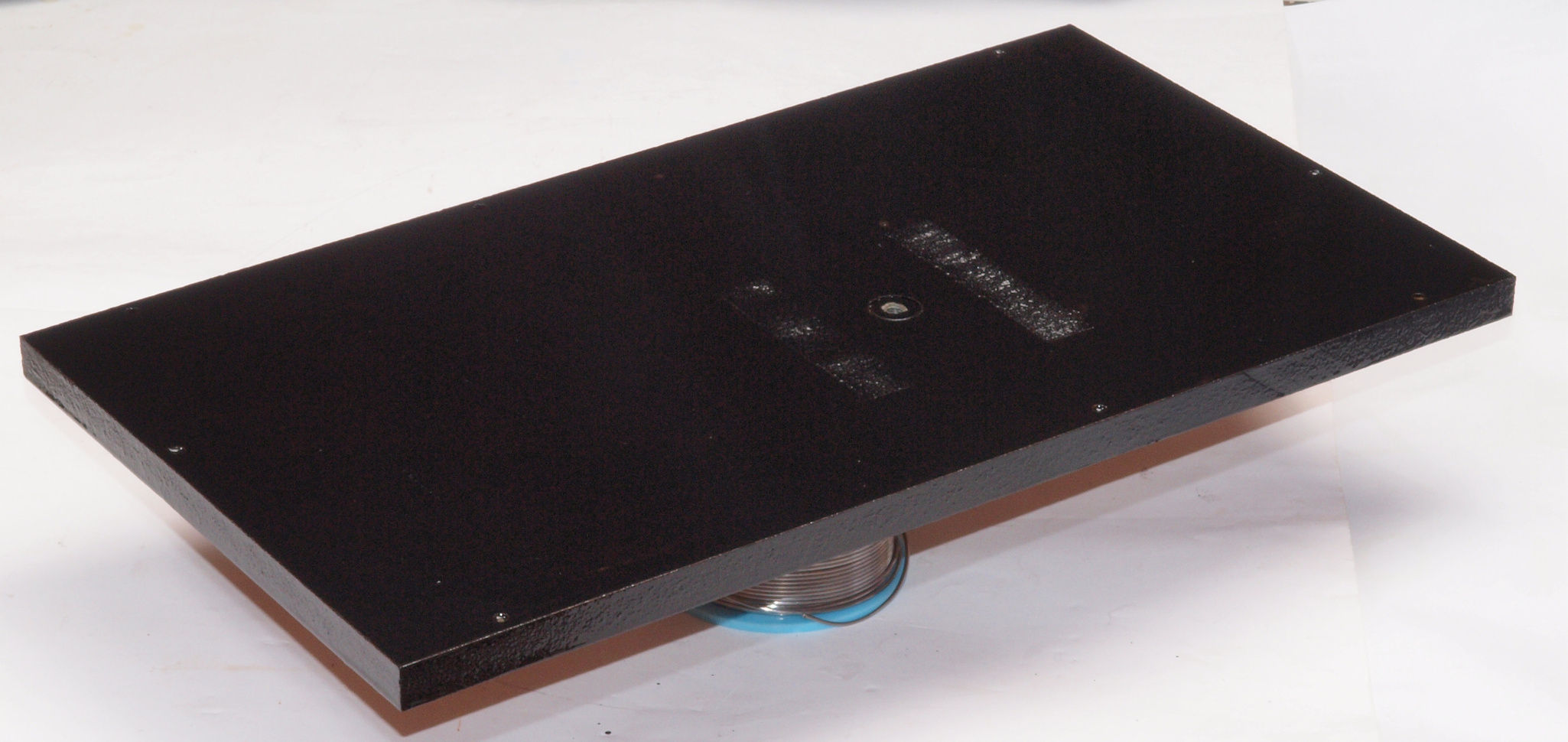
| C81. 修理前 取り外した下蓋表。 | ||||||||||||
 |
||||||||||||
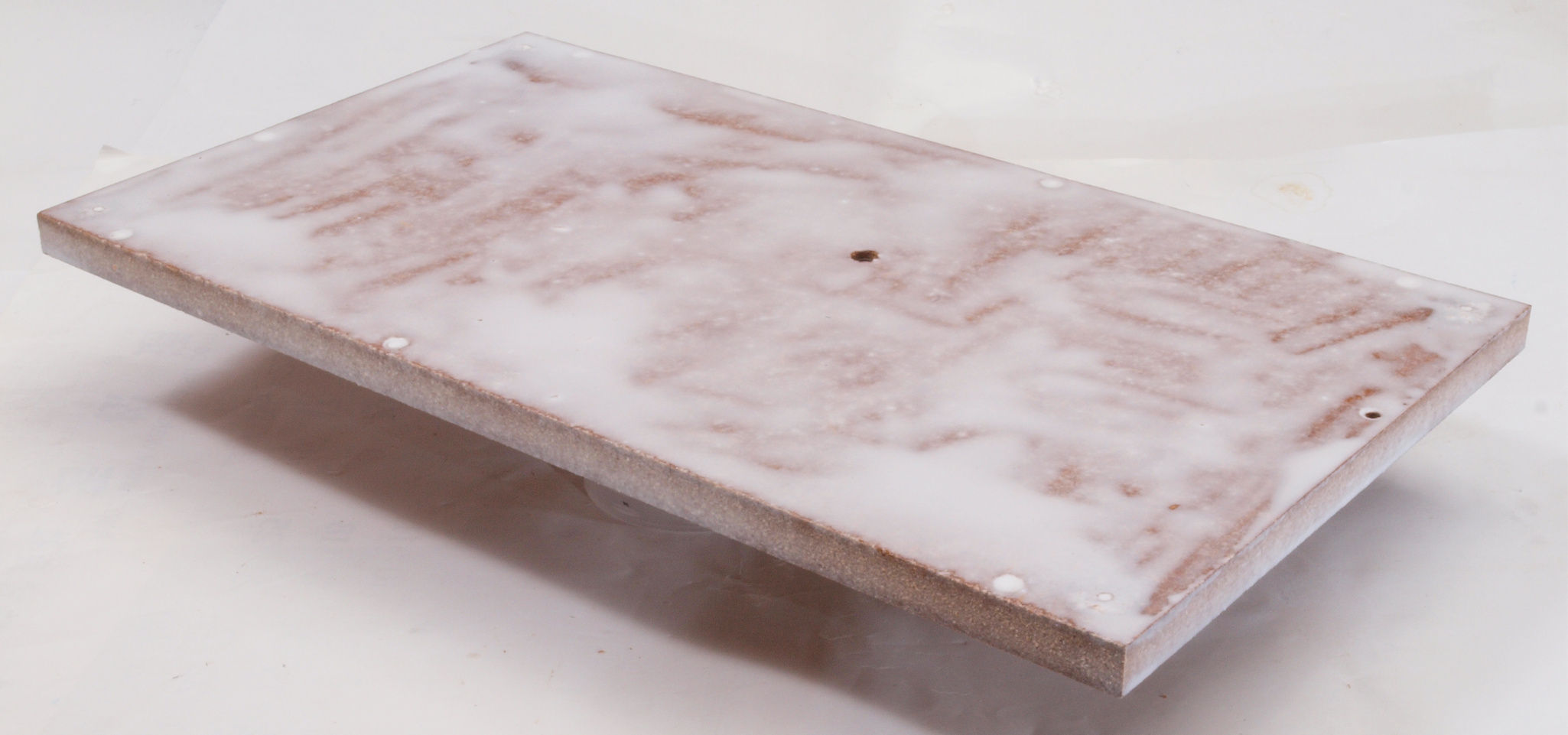
| C82. 修理中 取り外した下蓋表。ボンドを塗る。 | ||||||||||||
 |
||||||||||||
| C83. 修理中 取り外した下蓋表。ボンドを塗って固める。溝や端端は入念に塗る。 | ||||||||||||
 |
||||||||||||
| C84. 修理後 取り外した下蓋表。さらにペイントする。 | ||||||||||||
 |
||||||||||||
| C85. 修理前 下蓋(底板)裏右横側。 | ||||||||||||
 |
||||||||||||
| C86. 修理中 下蓋(底板)裏右横側、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C87. 修理(塗装)後 下蓋(底板)裏右横側、 さらに塗装する。 | ||||||||||||
 |
||||||||||||
| C88. 修理前 下蓋(底板)裏左横側。 | ||||||||||||
 |
||||||||||||
| C89. 修理中 下蓋(底板)裏左横側、ボンドを染みこませる。 | ||||||||||||
 |
||||||||||||
| C8A. 修理(塗装)後 下蓋(底板)裏左横側、 さらに塗装する。 | ||||||||||||
 |
||||||||||||
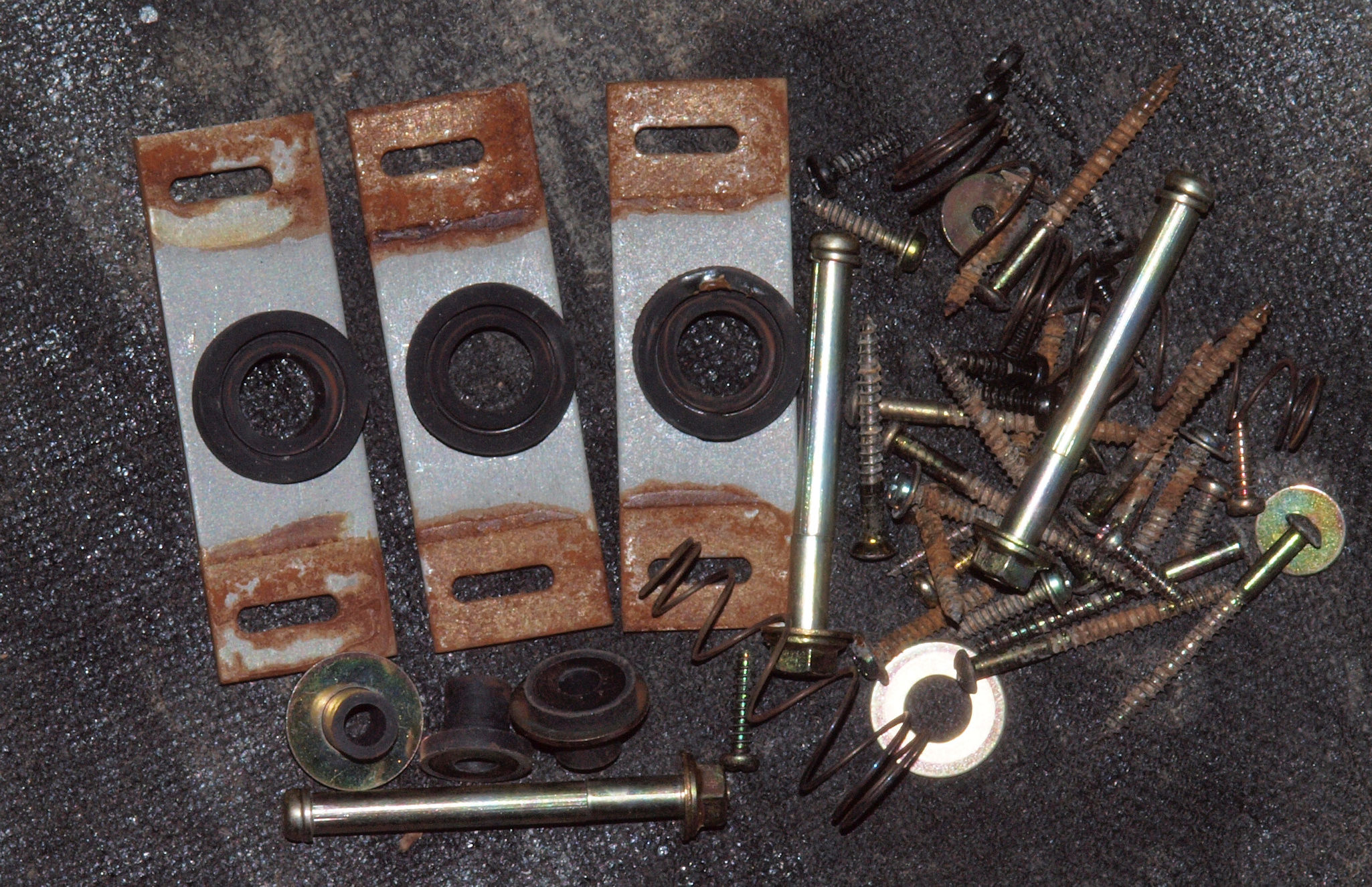
| C91. 修理(塗装)前 ポンプ取り付け金具、各種止めネジ類。 | ||||||||||||
 |
||||||||||||
| C92. 修理(塗装)後 ポンプ取り付け金具、各種止めネジ類。 錆止めにラッカーを吹き付ける。 | ||||||||||||
 |
||||||||||||
| C93. 修理中 天日で乾燥中。 左は THORENS TD125Ⅱ | ||||||||||||
 |
||||||||||||
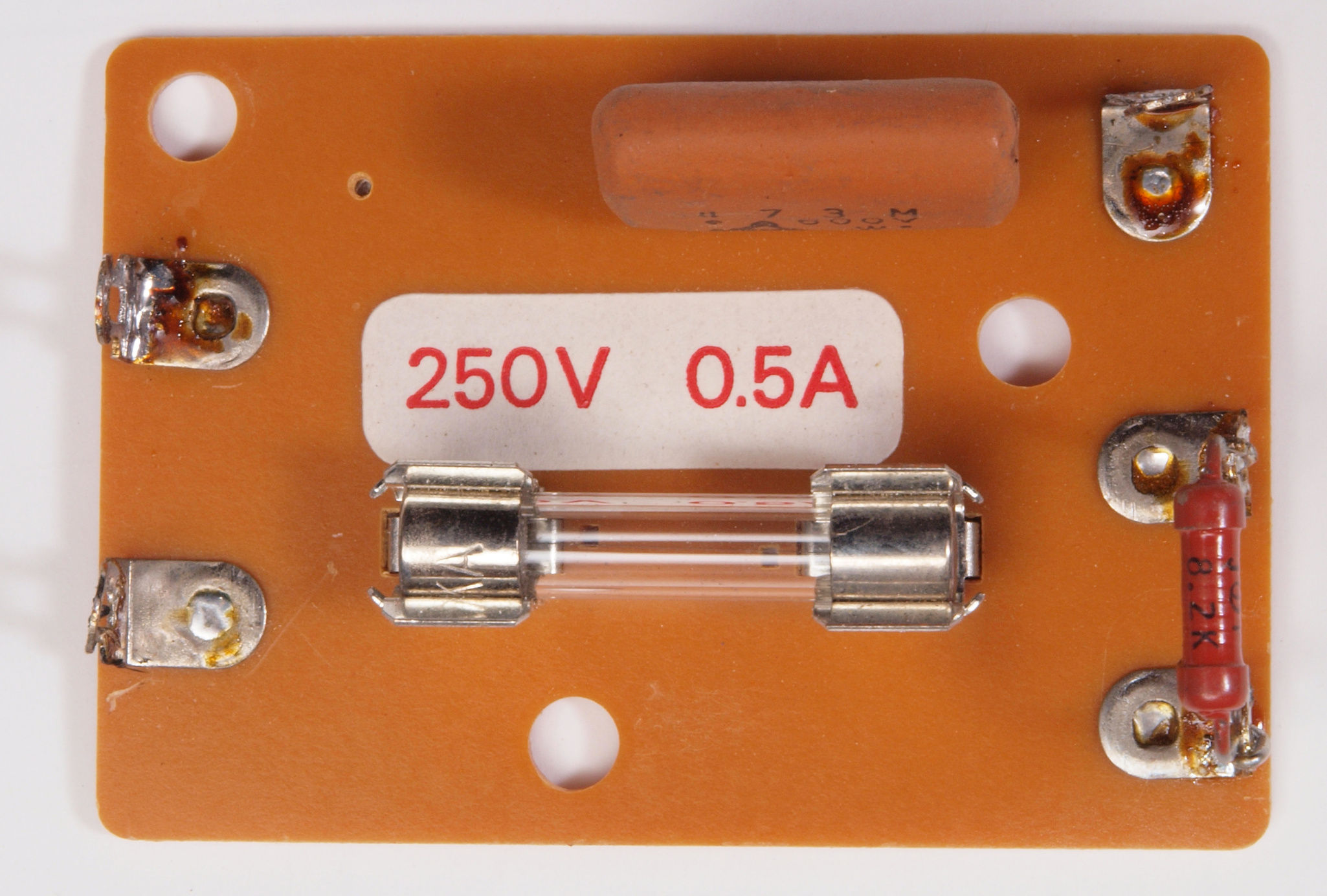
| CA1. 修理前 ヒューズ基板。 | ||||||||||||
 |
||||||||||||
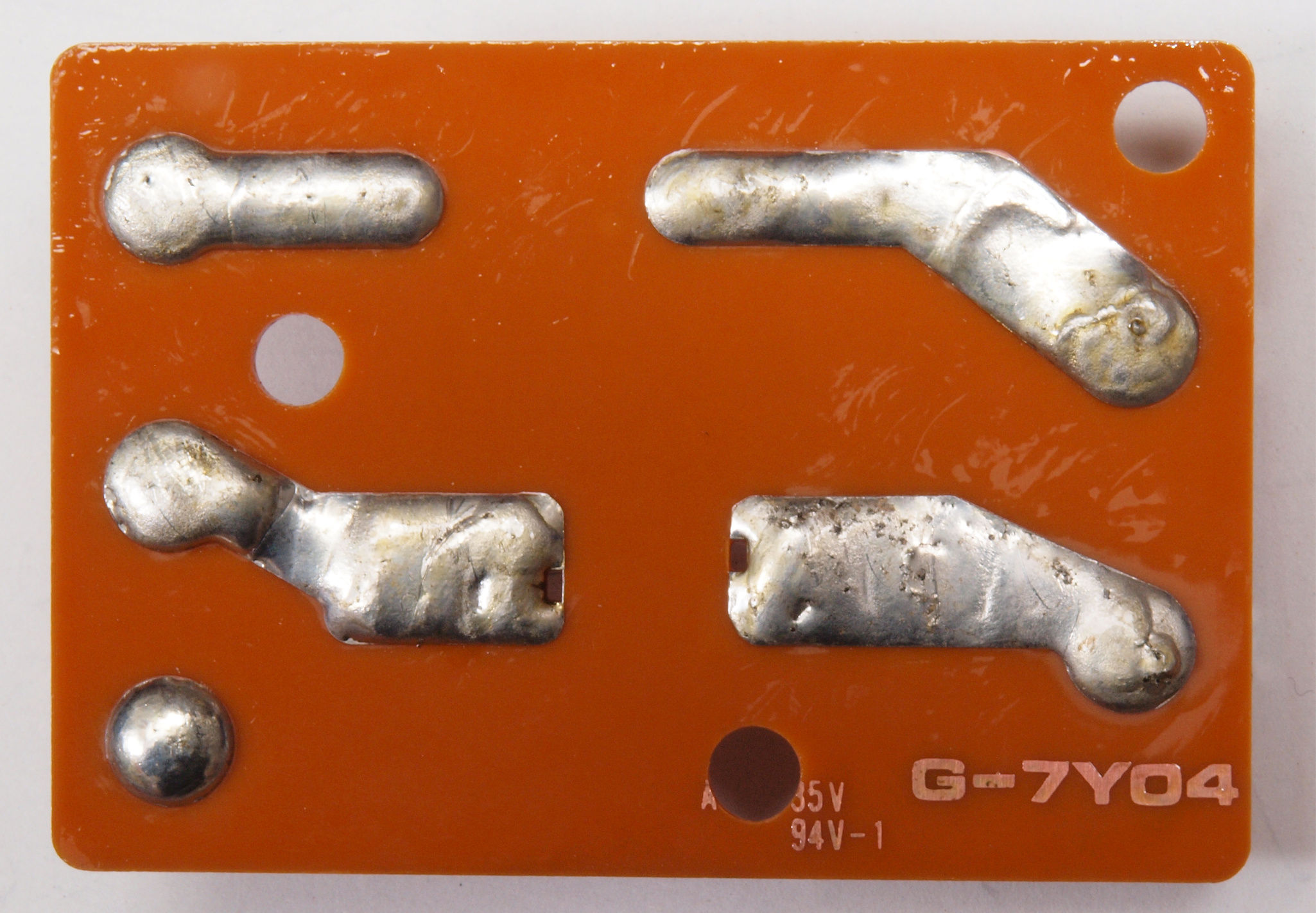
| CA2. 修理前 ヒューズ基板裏。 | ||||||||||||
 |
||||||||||||
| CA3. 修理(半田補正)後 ヒューズ基板裏。 | ||||||||||||
 |
||||||||||||
| CA4. 完成ヒューズ基板裏。 余分なフラックスを落として、コート液を塗る。 | ||||||||||||
 |
||||||||||||
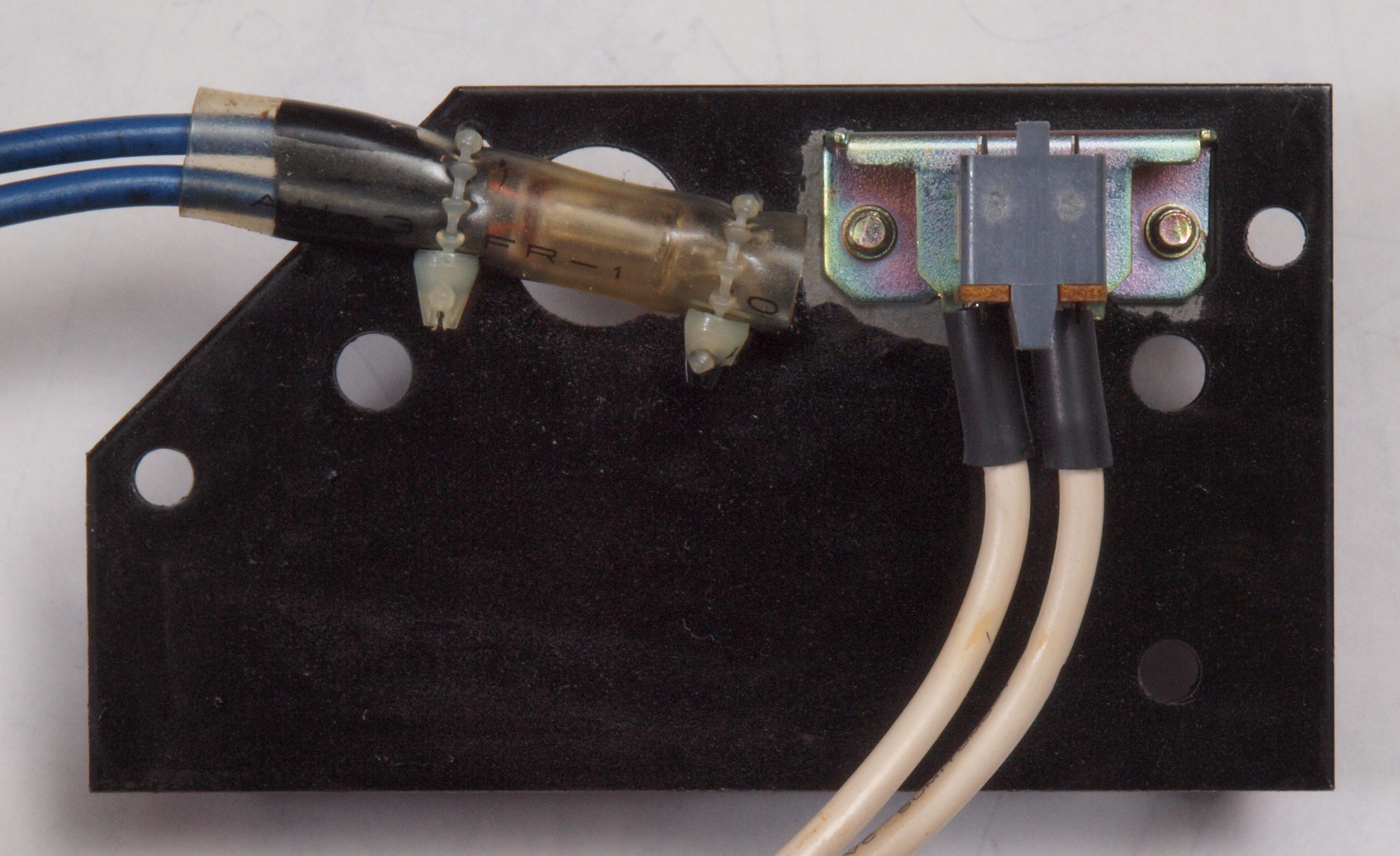
| CB1. 修理(塗装)前 電源SW・LED取り付け金具。錆が出ている。 | ||||||||||||
 |
||||||||||||
| CB2. 修理(塗装)後 電源SW・LED取り付け金具,、塗装する。SWのボタンが接着してあるので、取り付けたままで塗装する。 | ||||||||||||
 |
||||||||||||
| CB3. 修理(塗装)後 電源SW・LED取り付け金具表,、塗装する。 | ||||||||||||
 |
||||||||||||
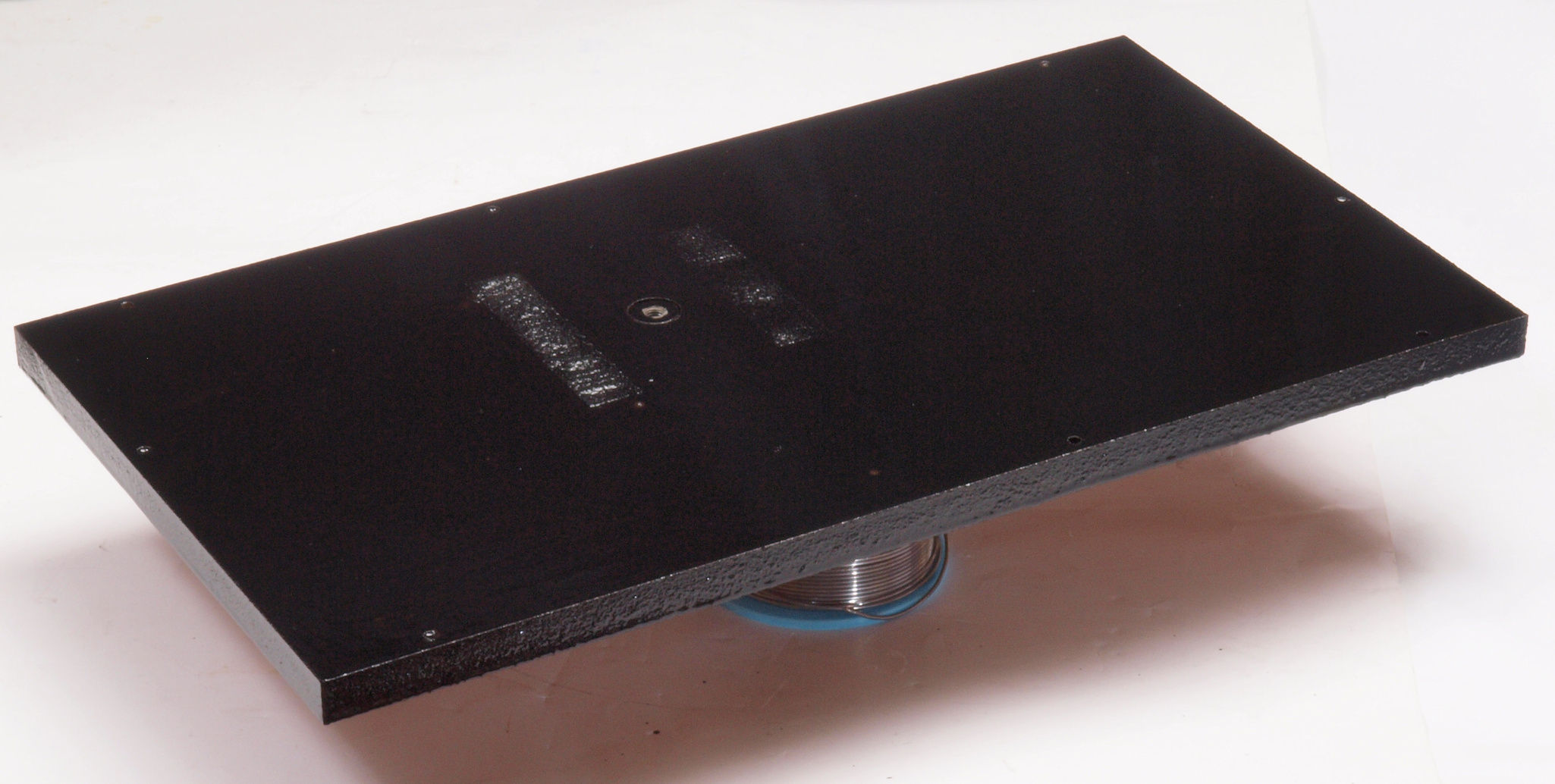
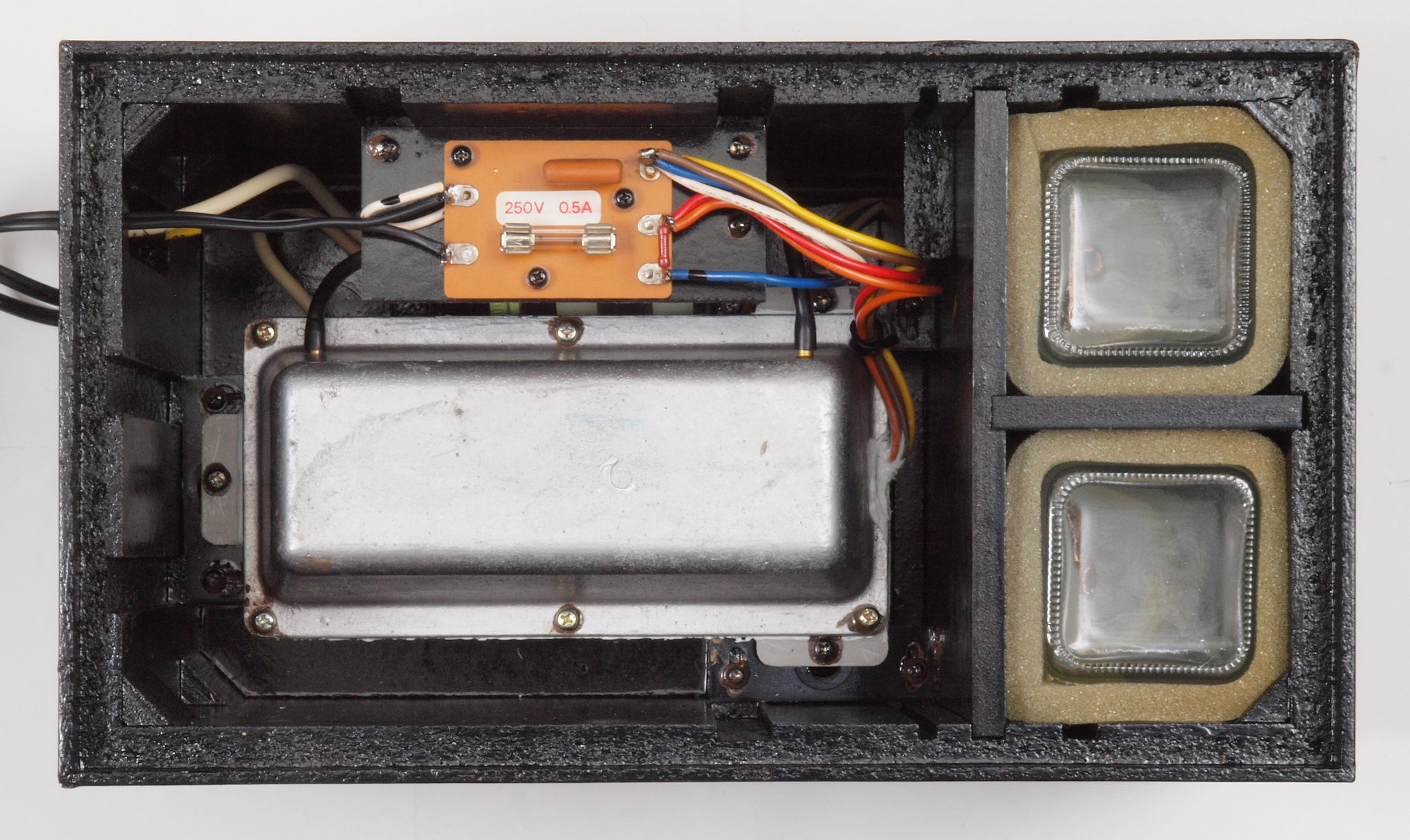
| CC1. 修理前 下蓋を取り、下から見る。 | ||||||||||||
|
||||||||||||
| CC2. 修理完成後 | ||||||||||||
 |
||||||||||||
| CD1. 交換部品。 後=交換する足、前=付いていた足。 | ||||||||||||
 |
||||||||||||
| CD2. 交換部品、RY-1500D. 4台目も一緒。 | ||||||||||||
 |
||||||||||||
| E. 調整・測定.。 画像をクリックすると、大きく(横幅2050ドット)表示されます。 E1. 圧力測定 ターンテーブル浮かし圧力。 |
||||||||||||
 |
||||||||||||
| E2. 圧力測定 レコード吸着圧力。 ポンプユニットより低いのは圧力調整弁を通る為。 | ||||||||||||
 |
||||||||||||
| E3. 圧力測定 レコード取り外し圧力。 ポンプユニットより低いのは圧力調整弁を通る為。 | ||||||||||||
 |
||||||||||||
| E4. 輸送時はポンプをビスで固定する。 | ||||||||||||
 |
||||||||||||
| S. MICROSEIKI RP-1110 の仕様(マニアル・カタログより) | ||||||||||||
| ||||||||||||
| |
||||||||||||
| ここに掲載された写真は、修理依頼者の機器を撮影した者です、その肖像権・版権・著作権等は、放棄しておりません。 写真・記事を無断で商用利用・転載等を、禁じます。 Copyright(C) 2021 Amp Repair Studio All right reserved. |